E.T. Hone Home
October 22, 2024


Dr.-Ing. Gottfried Hoffmann and William Jandeska, Ph.D.
Management Summary
This is Part II of a two-part paper that presents the results of extensive test programs on the RCF strength of PM steels and discusses the effects of some important material and process variables. (Part I was published in the January/February 2007 issue of Gear Technology.) The results here are compared to those of wrought steels presented in Part I of this paper. Also, a procedure will be introduced that accelerates tests for systematic studies of the effect of individual material/process parameters on rolling contact fatigue (RCF) strength of materials. This procedure combines testing under full EHD lubrication with eddy current technology and microstructural analysis to indicate crack initiation and growth
Part I was published in the January/February 2007 issue of Gear Technology
PM Processes for Gear Manufacturing
Powder metallurgy processes are often chosen for their cost-reducing potential. Manufacturing near-net or net shape parts with excellent reproducibility, minimizing or even avoiding secondary machining operations, and high utilization of materials and energy are the main driving forces to convert from wrought or cast to PM materials. However, when PM parts are being considered and PM materials are being selected, designers need to take into consideration the role of the inherent porosity and its effect on static and dynamic properties. The lack of a complete understanding of the porosity-property relationship requires extensive tests of PM parts under real operational loading conditions to avoid premature failure of parts and structures (Ref. 29).
The PM industry is aware of this problem and seeks to provide its customers with the required material data and to develop new technologies that reduce porosity either within the whole part or in certain, highly-loaded areas such as the surface (Refs. 29–34). These developments are necessary to expand the use of PM products within the automotive and other industries. Future expansion of PM technology is expected in manufacturing highly loaded gears in automotive transmissions by powder forging or surface densification of PM pre-forms (Ref. 35). To successfully replace wrought steel in those applications, the PM industry has to prove that materials and processes are competitive or superior and can be used to reduce cost considerably without reducing the reliability of the products. Due to the fact that PM processes have a higher degree of variability than manufacturing processes for wrought materials, systematic studies of the effect of process parameters on final product properties are requested by the end-user.
Role of Porosity in PM Steels
It is common knowledge that the inherent porosity affects the mechanical properties of PM materials in two ways (Ref. 36):
1. Linear reduction of static properties such as ultimate tensile strength, yield strength, and Young’s modulus (assuming maximum porosity of 10–15%, which is typical for structural parts).
2. Exponential reduction of dynamic properties such as elongation, fatigue strength and impact energy.
There is no doubt that porosity also plays a very important role and even may be the most determining factor in the RCF strength of PM steels. To understand the role of pores in RCF, one has to distinguish between subsurface failure and surface conditions, including the role of lubrication in RCF.
Subsurface Failure. Pores within the material act as nucleation sites for subsurface cracks. Surrounding material can be plastically deformed by the stress field and can yield into the open space provided by the pores. As with fatigue under tension, it can be expected that cracks grow from pore to pore (Ref. 37). Whether the reduction of stress intensity at the crack tip due to pores has a measurable effect on the growth rate has yet to be determined. In surface-densified PM steels, previously existing pores collapse under the compressive pressure of the densification and have the potential to form micro-cracks if not healed by subsequent sintering or heat treatment.
Surface Condition Affected by Pores
High Porosity (Less Than 90% Theoretical Density.) In highly porous materials, the pores form an interconnected network throughout the material. The material behaves in a similar way to foam and is capable of absorbing a certain amount of lubricant. Like in porous bushings, pressure gradients due to the contact pressure within the material lead to the flow of lubricant from areas of high pressure to those of low pressure. If the pressure at the surface exceeds the resistance of the porous structure, the lubricant film in the contact zone becomes unstable and may collapse, causing excessive friction and wear. This critical oil pressure is affected by the number of pores, the connections between the pores, the shape and size of the pores, and the viscosity of the lubricant.
The connected pore structure, on the other hand, may have a positive effect on the RCF strength of the material. Assuming that the contact pressure does not exceed the critical pressure, the pore structure may act as a kind of damping buffer for pressure spikes that occur at high asperities and at the exit of the contact zone. Furthermore, the pores can provide lubricant and enhance the grip of the oil film at the surface.
Low Porosity (Greater than 95% Theoretical Density). At higher density, the pores become more and more isolated, and the interconnected network of pores is replaced by isolated, closed pores. Due to the fact that pores often represent the open space between powder particles and previous particle surfaces form grain boundaries in the sintered structure, grain boundaries usually lead to those pores. If pores are open to the surface, the effect is similar to dents in the surface. The damping effect of pressure spikes diminishes, and elastic deformation of the surrounding material can lead to high hydrostatic pressure within the pores, causing premature surface failure.
Experimental Test Results. There is only one test program that determined the RCF strength of PM materials at different densities under full EHD lubrication, with and without sliding, and line contact using the ZF-RCF test rig (Refs. 26, 38, 39). The results indicate a small increase or even a decline in RCF strength when the density is in the range at which the open pore structure changes into closed and isolated pores (Fig.15).
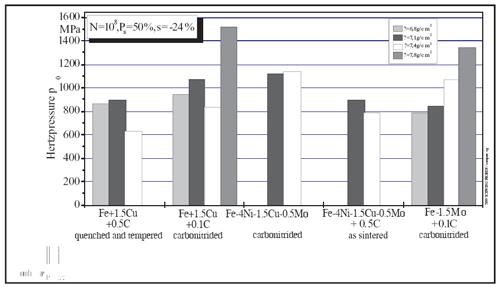
Figure 15--RCF strength of PM steels at different densities (Ref. 38).
It shall be noticed that materials that show the largest drop contain copper that is added to the powder mixture as elementary powder. The copper particles melt before the sintering temperature is reached, leaving pores behind. Which role the additional pores play in the decrease of RCF strength is not understood yet. The reduced strength, however, may have some important consequences for porous PM materials used in RCF applications:
1. It may affect the trend in the PM industry to produce parts at higher densities. If a material is susceptible to surface failure due to isolated, open pores, it may be advantageous to avoid the close pore structure and to maintain an open pore structure.
2. To maximize RCF strength, full density processes are necessary, with special emphasis on surface topography and surface porosity.
In order to study the effect of open pores on failure mechanisms, a test program was performed using sinter-hardened PM steel to exclude any additional effect of case hardening (Ref. 40). The produced test specimens were randomly divided into two groups: One group was tested in the as-sintered condition, the second group was resin-impregnated to fill all open surface pores. The microstructures in Figure 16 show that the impregnated samples fail by subsurface cracking. The non-impregnated sample, on the other hand, fails by mixed surface and subsurface cracking. The microstructure shows some cracks that clearly initiate from surface pores.

Figure 16--Failure mode in sinter-hardened PM Steel, density = 7.3 g/cm3 [40].
The tests show the importance of surface and subsurface porosity on the RCF strength of PM materials. Depending upon the RCF strength of the material and the shape and size of the subsurface pores, failure will be initiated at the weakest point. If the material has high resistance to RCF, surface pores can become the critical initiation sites for cracks. When the material has lower resistance, surface cracks and subsurface cracks may have similar chances to be formed.
More research must be done to determine the role of open and closed porosity on the RCF strength of PM steels.
The Role of Nickel
Nickel is a very important alloying element in powder metallurgy, due to its low affinity towards oxygen and positive effect on strength and heat-treated microstructure. If used by mixing elementary nickel powder with iron powder, homogenization takes place by volume diffusion, governed by Fick’s second law of diffusion that leads to the equation (Ref. 41):
D • t = const (2)
with
D = diffusivity
= D0 • exp (–Q / RT)
Q = activation energy [J/mol]
R = gas constant [J/(mol • K)]
T = Temperature [K]
t = time [sec]
Furthermore, time for complete homogenization is affected by the particle diameter of the nickel powder imbedded in the iron matrix, and can be calculated using the solution of Fick’s second law for these special boundary conditions (Ref. 41).
Standard nickel powder with an average particle size of 7.5 µm does not homogenize completely under typical industry-sintering conditions (1,120°C or 2,050°F/30 min), leaving small Ni-rich regions behind which form soft spots after heat treatment or carburizing (Ref. 42). Traditionally, the role of those soft spots has been regarded as beneficial for fatigue properties under tension loading (Ref. 43). Newer research has called this belief into question and identified those regions as nucleation sites for crack initiation with high crack growth rate, compared to pearlitic or martensitic microconstituents (Ref. 44).
Microscopical and SEM analyses (back-scattered electrons) of RCF test specimens also confirmed that, under compressive loading, Ni-rich areas are regions in which cracks preferably nucleate. They also grow within those regions before penetrating the matrix material that usually contains martensite or bainite, with spots of retained austenite (Fig. 17).

Figure 17--Crack and crack growth in nickel-rich regions.
There are several methods to avoid costly Ni-rich areas in PM steels:
1. The use of pre-alloyed, iron-nickel powder.
2. The use of high-temperature sintering (higher than 1,200°C–2,200°F) or longer sintering time.
3. The use of fine nickel powder that would homogenize at standard sintering conditions.
As can be seen from Figure 18, extra-fine nickel powder not only improves RCF strength at the higher load level, it also appears to affect the strength at high numbers of load cycles. Whether the improvements justify the additional costs remains to be seen.

Figure 18--Effect of sinter temperature and nickel particle size on RCF of surface-densified PM steel FLN2-4405 (Ref. 43).
Surface Densification Process for Highly Loaded Gears
Surface densification of PM pre-forms is a promising technology to produce the high-density surface necessary for highly loaded, helical automotive transmission gears. The technology must fulfill the requirements regarding load-carrying capacity and cost reduction to be competitive (Refs. 32–35). Figure 19 shows the equipment used for rolling the surface of a pre-form produced by the PM process to final specifications, and the cross-section of teeth produced by this process (Ref. 46).

Figure 19--Surface densification of PM pre-forms (Ref. 46).
A typical porosity profile is shown in Figure 20. It is commonly agreed upon that the depth of the densified zone is defined by the region at which the porosity is less than 2%. This adds another factor into the material-RCF strength correlation. There are two very important conclusions that can be drawn from the porosity profile:

Figure 20--Porosity profile of surface-densified Ancorsteel 4300 (Ref. 47).
1. The densification process must be treated as the case-hardening heat treatment: The depth of densification has to be adjusted to accommodate the subsurface stress profile like the case depth in case hardened steel. To prevent the second major gear failure—tooth root bending—a minimum densification depth of about 0.5 mm has to be maintained (Ref. 48). Therefore, even if the subsurface stress distribution would allow a shallower densified zone, it would not be beneficial for gear applications to reduce the densification beyond a certain depth.
2. There are few pores remaining at and near the surface that are isolated and not connected to other pores. Those pores can act as nucleation sites for cracks and, if open to the surface, as nucleation sites for surface cracks.
Test Results For Surface-Densified PM Steels
A systematic test program, sponsored by the National Science Foundation (Ref. 2), was designed to study the effect of materials and process parameters on RCF strength of surface-densified PM steels. In this program, the eddy current technology was used extensively. First cracks were used as failure mechanisms, crack growths were recorded, and the technique of sliced microstructures was used to visualize first cracks in 3-D maps produced by Pro-E CAD software. The results of this program were published (Refs. 3, 4).
Effect of Densification Depth. To study the effect of the depth of the densification layer, a typical PM material (FLN2-4405) was densified to a normal depth of 0.015" (0.4 mm) and deep-densified to 0.030" (0.8 mm). Figure 21 shows the subsurface microhardness profile and the subsurface von Mises stress distribution of the test sample at 1,800 MPa. Both materials accommodate the stress profile very well.

Figure 21--Microhardness and subsurface stress distribution.
The S-N curves of both materials (Fig. 22) indicate that deeper densification would have an unexpected, detrimental effect on RCF strength.

Figure 22--Effect of depth of densification on RCF strength of FLN2-4405.
Comparing the first cracks, however, reveals that the failure mechanism in both materials is different. While the normal-densified steel shows subsurface crack initiation and growth, the deeper-densified material fails by surface-initiated cracks (Fig. 23).

Figure 23--3-D CAD maps of first cracks in FLN2-4405.
The results emphasize the importance of crack analyses. By interpreting the S-N curve alone without taking the failure mechanism into consideration, the conclusions may be misleading. The full analysis of the failure will change the focus on the densification process. The reason for the change in failure mechanism still needs to be determined.
The crack propagation rate in both materials shows very little difference, and the Paris coefficient is within the range of wrought steels under both compression and tension (Fig 24).

Figure 24--Crack propagation rate in FLN2-4405 surface-densified PM steel.
Effect of Carburizing Cycle
The standard way of case-hardening steel by carburizing contains two cycles:
1. Increased carbon potential in the carburizing atmosphere for a certain period of time (boost cycle).
2. Reduced carbon potential in the atmosphere to allow carbon to diffuse into the material (diffusion cycle).
For case carburizing transmission gears, the automotive industry often uses special heat treatment cycles which contain multiple boost and diffusion cycles. Two different surface-densified PM steels were heat treated using the single- and the multiple-boost/diffusion carburizing cycles. Table 5 contains the process parameters of both carburizing heat treatments.

Figure 25 shows that the effect on surface-densified PM steel is marginal. Crack initiation analyses revealed that different failure modes occur in the different materials:

Figure 25--Effect of different carburizing cycles on RCF strength.FLN2-4405 and Ancorsteel 4300, both by Hoeganaes Corp. (Ref. 47).
1. FLN2-4405-process 1: Subsurface cracks and dominant subsurface crack growth.
2. FLN2-4405–process 2: Mixed failure modes–surface and subsurface, dominant subsurface crack growth.
3. Ancorsteel 4300–both processes: Surface-initiated cracks which grow deep into the material, far below the maximum subsurface stress (see Fig. 26).

Figure 26--Crack path in Ancorsteel 4300.
SEM pictures of both materials (Figs. 27 and 28) carburized with Process 2 show areas of micropitting, which is usually experienced in carburized steels and low-viscosity lubricants. Despite the fact that both conditions are fulfilled in the ZF-RCF test rig, it is the first time that micropitting was observed in model testing. It is not understood why the multiple-boost/diffuse cycle would increase the chance for micropitting, but the occurrence in two completely different steels may not be a coincidence.

Figure 27--SEM of FLN2-4405 after different carburizing processes.

Figure 28--SEM of Ancorsteel 4300 after different carburizing processes.
Effect of Alloying Elements: Nickel versus Chromium
Copper, nickel and molybdenum are the most important alloying elements in iron powder metallurgy. The reason can be found in the low affinity toward oxygen, which prevents oxides from forming and existing oxides from being reduced at standard sintering atmospheres and temperatures (Ref. 36). With the exception of molybdenum, those alloying elements have limited effect on the hardenabilty of the steel. The PM industry tried for many years, with limited success, to use chromium and manganese as alloying elements because of their positive effect on hardenability, which becomes increasingly important due to the development of sinter-hardened PM steels and increased request for heat-treated and case-hardened products (Ref. 49). Recently developed chromium-containing iron powders show commercially promising properties and low oxygen content, even at standard sintering
temperatures and atmospheres (Ref. 47, 50).
Two different chromium-containing materials produced by two different powder manufacturers were included in this program. Table 6 summarizes the chemical composition and major process parameters of both materials. Figure 29 shows the S-N curves of both materials.


Figure 29--RCF strength of chromium-containing, surface-densified PM steels.
At first glance, it seems as if Astaloy CrL is superior to Ancorsteel 4300 (Ref. 29). The 3-D maps of the first cracks (Fig. 30) reveal that Ancorsteel 4300 fails by surface-initiated cracks, while Astaloy CrL shows subsurface cracks. Therefore, the real RCF strength of Ancorsteel 4300 may be higher if surface cracks could be avoided; the material simply is not utilized to its maximum strength due to premature failure by surface cracks.

Figure 30--3-D CAD maps of first cracks in chromium-containing PM steels.
Comparison: Wrought Steel Versus Surface-Densified PM Steels
Figure 31 summarizes the test results obtained with surface-densified PM steels in comparison to those obtained with traditional wrought steels. It is obvious that standard PM steels based upon FLN2-4405 (nickel-containing) are comparable to AISI 5120, and the newly developed Cr-containing steels reach the RCF strength of AISI 8620. The slope of the S-N curves of the PM steels is similar to the slope of the AISI 8620 curve, but not as steep as the AISI 5120. That means that PM steels and AISI 8620 are more sensitive for fewer but higher overloads than AISI 5120. It is not understood at this point in time if the effect is due to the surface-densification process or to the used alloying system.

Figure 31--Comparison of surface-densified PM steels to wrought steels.
It must be emphasized that surface-initiated failures are dominant in most materials, including the wrought steels. Therefore, reducing surface porosity and surface roughness would be beneficial to fully utilize the material strength. Whether special surface treatments can be developed which could be used economically in mass production has yet to be seen.
Procedure to Study the Effect of Individual Parameters
Based upon the information about failure mechanisms using eddy current, a procedure has been proposed which can be used to study the effect of material/process parameters systematically with only few test specimens in a short period of time. Assuming that the scattering of the data is not drastically affected by the variation of a single parameter, three tests should be enough to determine the relative effect on the RCF strength of the base material. The following test procedure is recommended:
1. Test—Determining the number of load cycles until the occurrence of the first cracks. Continue the test until final pitting while monitoring crack propagation rate using the eddy current recording.
2. Test—Determining the number of load cycles until the occurrence of the first cracks. Continue with stepwise-reduced load levels and monitor crack growth to determine a threshold, if such a threshold exists.
3. Test—Determining the number of load cycles until the occurrence of the first cracks. Use the sliced microstructure technique and produce the 3-D CAD map of the crack to determine the failure mechanism.
This procedure allows study of material and process parameter effects such as:
1. Amount of retained austenite.
2. Residual stress and subsurface residual stress distribution.
3. Surface topography and roughness.
4. Effect of heterogeneous microstructures.
5. Depth of surface densification.
6. Heat treatment parameters.
7. Microstructural hardness depth profile.
After the optimum combination for a material/process has been developed, the final material shall be tested with a minimum of five test specimens at a minimum of two load levels for confirmation, and to characterize the S-N curve and the scattering of the data.
Summary and Outlook
The combination of RCF testing under full EHD lubrication and the eddy current technology opens a new field of study of material behavior under rolling contact fatigue loading. For the first time, it is possible to study the initiation of failures, monitor crack growth and path of propagation, and determine the threshold for crack growth. This new procedure of RCF testing allows for systematic studies of the effect of materials and/or process parameters within a significantly reduced period of time and number of test specimens.
There are still some improvements to be made to optimize this new procedure:
1. The correlation between eddy current signal and flaw size has to be established.
2. At the current setting, the eddy current detects flaws mainly when they reach the surface. It needs to be studied if by varying the sensor excitation frequency and the evaluation mode, subsurface cracks can be detected and monitored before they reach the surface. This would allow determining subsurface crack growth rate that could lead to a better understanding of what causes the subsurface crack to initiate and propagate.
Acknowledgment
The authors wish to thank the following companies for contributing test samples to the research program: General Motors Power Train Group, Harley-Davidson, Bombardier, Hoeganaes Corp., North American Hoeganaes, Inco Ltd., GKN SinterMetals, and Capstan-Atlantic. Part of the program was made possible by a National Science Foundation Grant (Award No. 0510141).
The authors would also like to recognize Marquette University for the use of their laboratory equipment, and the Rapid Prototyping Center of the Milwaukee School of Engineering for producing sliced microstructures and the 3-D CAD maps of the cracks.
References:
1.Hoffmann, G., J.A. Rice, “Initiation and Propagation of Cracks in Wrought and Sintered Steels During Rolling Contact Fatigue,” Advances in PM & Particulate Materials, MPIF, 2005, reprinted in APMI PM Industry News Online, Vol. 3, No. 3, March 2006.
2. “Development of Tools to Determine the Effect of PM Manufacturing Parameters on RCF of Highly Loaded Gears,” NSF– SBIR Phase I Grant No. 0510141, 2005.
3. Hoffmann, G., F.G. Hanejko, R.H. Slattery, “Crack Initiation and Propagation in RCF—A New Approach to Understanding Pitting Failure in Highly Loaded Gears,” SAE Technical Papers, SAE 2006-01-0383, 2006, published in SP-2039, ISBN 0-7680-1774-2, SAE 2006.
4. Hoffmann, G., F.G. Hanejko, R.H. Slattery, “Effect of Process Parameters on Crack Initiation and Propagation in Rolling Contact Fatigue,” Advances in PM & Particulate Materials, MPIF, Princeton, 2006.
5. Hills, D.A., D. Nowell, A. Sackfield, Mechanics of Elastic Contacts, Butterworth-Heinemann Ltd., Oxford 1993.
6. Contact Problems—Software provided by D.A. Hills, University of Oxford, United Kingdom.
7. Dieter, G.E. Mechanical Metallurgy, McGraw-Hill, Third Edition, 1986.
8. Schwalbe, K.-H. Bruchmechanik metallischer Werkstoffe, Carl Hanser Verlag Muenchen-Wien, 1980.
9. Dudley, D.W., Handbook of Practical Gear Design, CRC Press, ISBN 1566762189, 1994.
10. “Design Guide for Vehicle Spur and Helical Gears,” American National Standard–ANSI/AGMA 6002-B93, AGMA.
11. “Fundamental Rating Factors and Calculation Methods for Involute Spur and Helical Gear Teeth,” American National Standard - ANSI/AGMA 2001-D04, AGMA.
12. Tobie, T., P. Oster, B.R. Hoehn, “Systematic Investigation of the Influence of Case Depth on the Pitting and Bending Strength of Case Carburized Gears,” Gear Technology, Vol. 22, No. 4, pages 40–48, 2005.
13. Hoffmann, G., K. Lipp, “Design for Rolling Contact Fatigue,” 2002 Advances in Powder Metallurgy & Particulate Materials, Conference Proceedings 2002 P/M World Congress, Orlando, FL, MPIF 2002.
14. Hoffmann, G., K. Lipp, “Design for Rolling Contact Fatigue,” International Journal of Powder Metal, p. 33–46, Vol. 39, No. 1,2003.
15. “Appearance of Gear Teeth–Terminology of Wear and Failure,” American National Standard - ANSI/AGMA 1010-E95, AGMA.
16. Roesch, H. “Untersuchungen zur Waelzfestigkeit von Rollen – Einfluss von Werkstoff, Waermebehandlung und Schlupf, ” 1976, Dissertation (Ph.D. Thesis), Technische Universitaet Muenchen, Muenchen, Germany.
17. Zhao, J., F. Sadeghi, H.M. Nixon, “A Finite Element Analysis of Surface Pocket Effects in Hertzian Line Contact,” Journal of Tribology, p. 47–54, Vol. 122, No.1, January 2000.
18. Stephens, R.I., A. Fatemi, R.R. Stephens, and H.O. Fuchs, Metal Fatigue in Engineering, John Wiley & Sons, Inc., Second Edition, 2001.
19. Sonsino, C.M., Fatigue Design Concepts, ISBN: 1-878954-91-1, MPIF Princeton, 2003.
20. Kotthoff, G. “ Neue Verfahren zur Tragfaehigkeitssteigerung von gesinterten Zahnraedern,” Dissertation (Ph.D. Thesis), RWTH Aachen, Germany, 2003.
21. Palmgreen, A.“Die Lebensdauer von Kugellagern,” VDI-Z, Vol. 68, No. 4, 1924.
22. Miner, M.A., “Cumulative Damage in Fatigue,” Journal Applied Mechanics, Vol. 12, No. 3, 1945.
23. Winter, H., H. Roesch, “Einfluss des Schlupfes auf die Waelzfestigkeit von Rollen,” Antriebstechnik, Vol. 14, No. 9, 1975.
24. Kaeser, W., “Beitrag zur Gruebchenbildung an gehaerteten Zahnraedern,” Dissertation (Ph.D. Thesis), Technische Universitaet Muenchen, Muenchen, Germany, 2003.
25. Hornung, K., “Zahnraeder aus Bainitischem Gusseisen mit Kugelgraphit,” Dissertation (Ph.D. Thesis), Technische Universitaet Muenchen, Muenchen, Germany, 1983.
26. Lipp, K., “Oberflaechenzerruettung von Sinterstaehlen unter konstanter und veraenderlicher Hertzscher Pressung mit ueberlagerter Reibung (Schlupf),” Dissertation (Ph.D. Thesis), Universitaet des Saarlandes, Saarbruecken, Germany, 1997.
27. Hoffmann, G., K. Lipp, K. Michaelis, C.M. Sonsino, J.A. Rice, “Testing P/M Materials for High Loading Gear Applications,” International Journal of Powder Metallurgy, Vol. 34, No. 6, 1999.
28. Hoffmann, G, C.M. Sonsino, K. Michaelis, “Rolling Contact Fatigue – Component Design and Testing for P/M Applications,” SAE Technical Papers, SAE 1999-01-0332, 1999.
29. MPIF - PM2 Industry- Vision and Technology Roadmap, http://www.mpif.org/IntroPM/roadmap.pdf, MPIF Princeton, 2002.
30. Kuhn, H., B.L. Ferguson, Powder Forging, ISBN 0-918404-84-3, MPIF Princeton, 1990.
31. Jandeska, W. “Single Press to Full Density,” CPMT 2006.
32. Jones, P., K. Buckley-Golder, R. Lawcock, R. Shivanath, “Densification Strategies for High Endurance Powder Metallurgy Components,” International Journal of Powder Metallurgy, Vol. 33, No.3, 1997.
33. Rauh, G., L.S. Sigl, M. Krehl, “Highly loaded P/M Gears Produced by Selective Surface Densification,” SAE Technical Paper Series, SAE 2003-01-0334, 2003.
34. Slattery, R., F. Hanejko, A. Rawlings, M. Marucci, K.S.Narasimhan, “High Performance Gears Using Powder Metallurgy (P/M) Technology,” Gear Technology, Nov/Dec 2004.
35. Narasimhan, K.S., E.S. Boreczky, “New Transmission Technologies on Gear Related Requirements for Global Powder Metal Industry,” SAE Technical Papers, SAE 2006-01-0396, 2006, published in SP-2039, ISBN 0-7680-1774-2, SAE 2006.
36. German, R.M., “Powder Metallurgy & Particulate Materials Processing,” ISBN No. 0-9762057-1-8, MPIF Princeton, 2005.
37. Chawla, N., X. Deng, S.V. Madge, K.S. Narasimhan, B. Lindsley, P. King, “Fatigue Behavior of Powder Metallurgy Steels,” Advances in PM & Particulate Materials, MPIF, Princeton, 2006
38. Lipp, K. C.M. Sonsino, D. Pohl, S. Hock, “Rolling Contact Fatigue Behavior of Sintered Steels-Endurable Hertzian Pressures and Damage Mechanisms,” Proceedings of the 1998 PM World Congress, Granada, Spain, EPMA Shrewsbury, United Kingdom, 1998, Vol.3.
39. Sonsino, C.M., K. Lipp, “Rolling Contact Fatigue Properties of Selected PM-Materials for Gear-Box Applications,” SAE Technical Papers, SAE 1999-01-0333, 1999.
40. Hoffmann, G., C.J Landgraf, J.H. Mandel, “Effect of Pores and Porosity on Rolling Contact Fatigue of Sinter Hardened P/M Steel,” Advances in PM & Particulate Materials, MPIF, Princeton, 2003
41. Shewmon, P. Diffusion in Solids, TMS, Warrendale, PA, 2nd Edition, 1989, ISBN 0-87339-105-5.
42. Stephenson, T.F., T. Singh, S.T. Campbell, “Influence of Extra-Fine Nickel Powder on PM Steel Properties,” Advances in PM & Particulate Materials, MPIF, Princeton, 2003.
43. Stephenson, T.F., M. Korotkin, T.Singh, G. Hoffmann, “Performance Improvements in Surface-Densified FLN2-4405 Gears Made with Extra-Fine Nickel Powder,” Advances in PM & Particulate Materials, MPIF, Princeton, 2005.
44. Piotrowski, G., X. Deng, N. Chawla, “Fatigue Crack Growth of Fe-0.85Mo-2Ni-0.6C Steels with a Heterogeneous Microstructure,” Advances in PM & Particulate Materials, MPIF, Princeton, 2004, Winner of the MPIF Outstanding Paper Award 2004.
45. Jandeska, W., G. Hoffmann, R. Slattery, F.Hanejko, A. Rawlings, T. Murphy, “Rolling Contact Fatigue of Surface Densified Material: Microstructural Aspects,” Advances in PM & Particulate Materials, MPIF, Princeton, 2004.
46. Johansson, P., L. Alzati, S. Dizdar, L. Forden, “Chromium Alloyed Surface Densified PM Gears to Replace Conventional Machined Gears,” European PM Congress, Prague, 2005.
47. Lindsley, B., F.J. Hanejko, P. King, “Advanced PM Alloys and Processing for High Performances /High Strength Automotive Applications,” SAE World Congress and Exhibition, Detroit, MI, 2006.
48. Enquist, J., M. Haas, S. Aho, “Effect of Carbon and Density on Single Tooth Bending Strength a Bevel Gear Investigation,” SAE Technical Papers, SAE 2006-01-0387, 2006, published in SP-2039, ISBN 0-7680-1774-2, SAE 2006.
49. Hoffmann, G., K. Dalal, “Development and Present Situation of Low Alloyed PM Steels Using MCM and MVM Master Alloys,” Powder Metallurgy International, 1979, 11, Nr. 4.
50. Engstroem, U., D. Milligan, A. Klekovkin, “Mechanical Properties of High Performance Chromium Steel,” Advances in PM & Particulate Materials, MPIF, Princeton, 2006.
51. Zahnradfabrik Friedrichshafen (ZF), Friedrichshafen, Germany.
Gottfried Hoffmann is president of V-Tech International, a testing service provider and consulting company in general fatigue design and durability studies, located in Milwaukee. In addition, he teaches part-time at several universities in Milwaukee and is a member of MPIF and APMI. Hoffmann was the winner of the 2002 PM World Conference’s Outstanding Technical Paper Award.
William Jandeska is a consultant with Midwest Metallurgical Ltd. in the field of automotive material, applications and processes. He retired after 34 years at General Motors—20 at the GM Research Lab and 14 as a staff engineer in the advanced materials and processing group at GM Powertrain. Jandeska is a fellow of the ASM Metallurgical Society and APMI—The Powder Metallurgical Institute.




