



PTG Holroyd Introduces New Gear Grinding Center
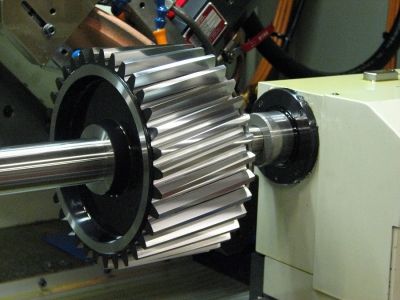
A brand-new gear grinding center from Holroyd Precision promises to bring even higher levels of intelligence and efficiency to the production of specialized gears and tooth forms. Called the GT350, this latest machine from the Precision Technologies Group (PTG) company has been developed for one-off and batch grinding of precision spur and helical gears, worms, and screws of up to 350 mm in diameter. It can also be used to precision grind compressor rotors.
Replacing Holroyd’s GTG2 model, the GT350 achieves accuracies in the order of DIN 2 and features the high power required for deep grinding operations. A specially developed extended machine bed allows screws and worm shafts of up to one meter in length to be accommodated. Dedicated software compensates for helical twist, and full topological capability comes as standard.
It is the GT350’s data collection and transfer capability, however, that could be of greatest interest to users. IO-Link communication technology, for example, is available with all new GT350 machines. “We selected IO-Link for its data-handling capabilities and its ability to communicate at every level of the production process,” says Holroyd Regional Sales Director, Steven Benn. “RFID scanning is a further option that will assist GT350 users in achieving new levels of performance. Particularly suitable for machines destined for production cells, the feature will all but eliminate human error by helping ensure that chuck, collet, cutter and tailstock, in fact virtually any component or tooling item that needs to be switched between manufacturing cycles, is correctly changed for each gear grinding operation.”
Maintaining the Holroyd tradition of building machines that simplify even highly complex manufacturing processes, the GT350 combines extreme rigidity with high power for both CBN and conventional deep grinding operations. Setup is rapid for optimized productivity and customers have the choice of either Siemens’ 840D controller or Holroyd’s in-house CNC and HMI system. On-board features include: automatic coordinate adjustment, in-cycle wheel dressing, integrated profile management and coordinate measurement. Grinding cycles are included for: spur gears; helical gears; crowned helical and spur gears with root or tip relief; worm gears of the form ZK, ZI, ZN and ZA; dual lead (duplex) worm gears; splines.
The GT350 also features Holroyd’s Profile Management System (HPMS) for highly accurate profile grinding, while an advanced touch-screen interface allows the operator to enter design drawing coordinates directly into the machine. Additionally, all gear, worm and spline profiles can be verified using the integrated Renishaw probing system, enabling automatic on-machine corrections to be made if necessary.
Holroyd’s design engineers have ensured that the GT350 automatically corrects the problem of helical twist – a condition that occurs when helical gears are ‘lead crowned’ to improve meshing and to reduce noise and wear. This is achieved through the use of specially written, dedicated software that both calculates and controls additional motions of the grinding wheel during the grinding operation. During the machining process, the workpiece is rotated about its axis and the tool moved so as to vary the angle of inclination of its axis relative to the axis of the workpiece. As a result, generated errors are reduced along each line of instantaneous contact between the tool envelope and groove surface being machined. The result is better tooth contact during meshing and improvements in torque transfer efficiency.
