




Making Gear Grinding Transparent
A process monitoring system brings definition to the undefined
According to the German DIN 8589 standards, the definition of grinding is “a machining process with geometrically undefined cutting edges.” That definition, while true in principle (with respect to the intrinsic structure of a grinding wheel), would be false in practice if it were to suggest that grinding is an imprecise process. For example, continuous generating grinding has proven the most productive process for hard-finishing high-precision cylindrical gears; a process based on a dressable, vitrified bonded, threaded grinding wheel called a grinding worm. A process monitoring system (PMS), such as Reishauer’s Argus, stabilizes a machining process even as complex as continuous generating gear grinding.
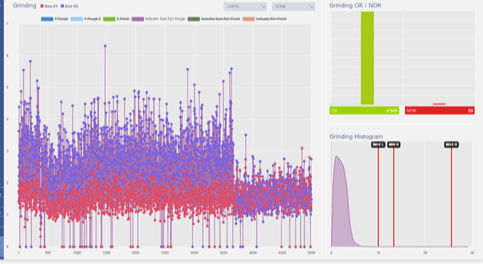
By evaluating dressing and grinding intensities through real-time analytics and proven algorithms, each ground gear’s dressing and grinding data are captured and stored in a database where they remain entirely traceable. The PMS renders quantitative data transparent and then uses predictive analytics to make qualitative modifications. This technology helps lead toward zero-defect production, greater precision, and definition of those “undefined cutting edges.” The PMS offers comprehensive data analysis possibilities with stored and tracked process and tooling data and individual workpiece identification via DMC (dot matrix code). Preset evaluation limits in the software govern the process interaction and trigger the automatic removal of workpieces that fall outside the set limits.
Continuous Generating Grinding
Continuous generating grinding uses a grinding worm which ensures grinding never takes place in the same spot. Only freshly dressed and unused abrasive grits determine the material removal and the generated gear profile. High-precision diamond rolls profile the worm to maintain constant high-quality manufacture of the gear profiles. This generating process delivers consistent accuracy at high production volumes. However, due to the high output, the use of in-process measuring probes is impossible because gear grinding’s axis movements create rapidly changing contact conditions between the grinding wheel and the workpiece. The wheel generates concomitant force vacillations and features a higher degree of complexity than what is found in cylindrical or surface grinding.
Grinding Process Monitoring
One of the essential features of the generating grinding machine is the high output within a short period. For example, for automotive transmissions, grinding cycle times range from eight seconds for small pinions to one minute for ring gears. For this reason, not all ground parts can be measured by coordinate measuring machines (CMMs) due to the measurement times being much higher than the grinding times and the prohibitive costs this would incur. For this reason, the automotive gear industry relies on sample measurements, which represent only a tiny fraction of the total manufacturing lot, generally not higher than five percent.



