Precision Workholding for Gear Production
Custom clamping for challenging requirements
A range of gear manufacturing applications such as planetary carriers and gear wheels with strict tolerances demand comprehensive, reliable clamping solutions. Whether the objective is to reduce vibrations or ensure concentricity of only a few microns, the clamping must meet challenging requirements.
A first example is a planetary gear carrier—an essential component of an automatic transmission because it carries the planetary gears, which are needed to couple the sun and ring gears. It is interesting to know that its name “planetary gear” is based on the solar system. The central point of an automatic gearbox is the sun wheel, which is orbited by several shafts. These shafts have gear wheels, the so-called planetary gears, and the movement which is similar to that of planets orbiting a central sun. This structure is surrounded by a ring gear. As the name suggests, the planetary gear carrier carries the planetary gears.
By changing gears in the gearbox, the interaction of the various gears previously mentioned changes so that the drive operates at the optimal speed and load range.
Precise Clamping for Planetary Gear Carriers
There are significant and demanding technical clamping challenges on a “bulky” planetary gear carrier being used in milling operations with high machining forces. Requirements include clamping with low distortion and fixed with low vibration by means of enormously high torques.
Collaborating as a “team,” Emuge-Franken worked closely with its customer and machine manufacturer to design, engineer, and manufacture a planetary gear carrier clamping solution. The goal was not to achieve the highest possible accuracy but to be able to run a demanding machining operation with great forces that have to be absorbed by a massive clamping device and high levels of torque. This also has an impact on the machine, which had to be considered during the project process.
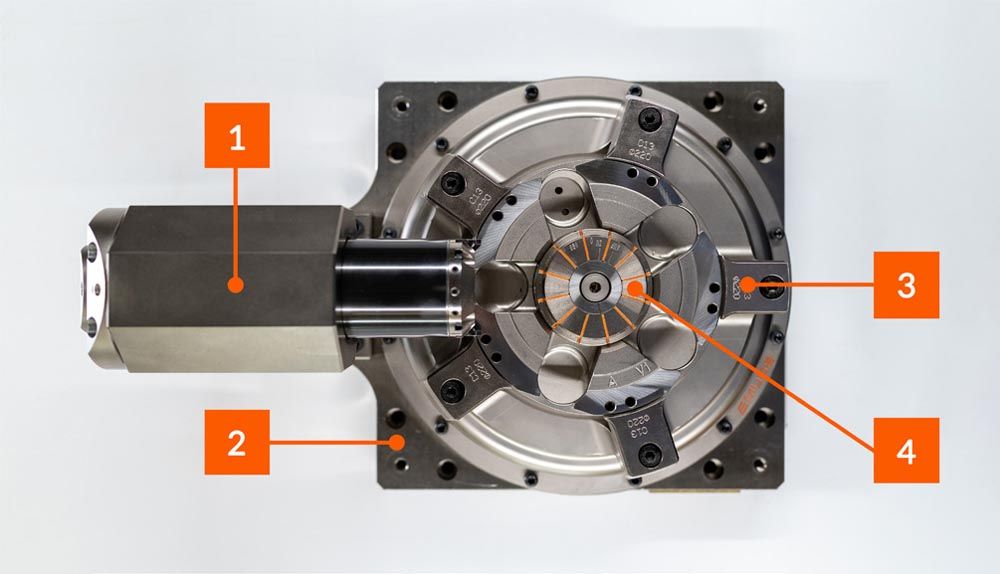
To meet the requirements, the best of two worlds were combined in a clamping concept. First, primary clamping featured a diaphragm chuck with clamping jaws. Second, a traditional concept of a collet chuck and hydraulically actuated clamping piston was incorporated for the additional internal clamping. Emuge chose this design to best accommodate a relatively short clamping surface on the workpiece and a large working space required for the tools.