




Hydraulic Workholding Expands Its Horizons
Extremely accurate and impervious to contamination, hydraulic clamping is ideal for e-drive and other applications where producing high-precision gears is paramount.
In a world where hard finishing operations are now commonplace and high precision is the rule rather than the exception, many gear manufacturers are taking a closer look at workholding. Manufacturers have come to realize that workholding, long under-appreciated and over-looked, can play an important role in squeezing precious seconds out of idle time, help reduce costly runout on precision gear teeth to just a few microns, and cut the high cost of maintenance and repair.
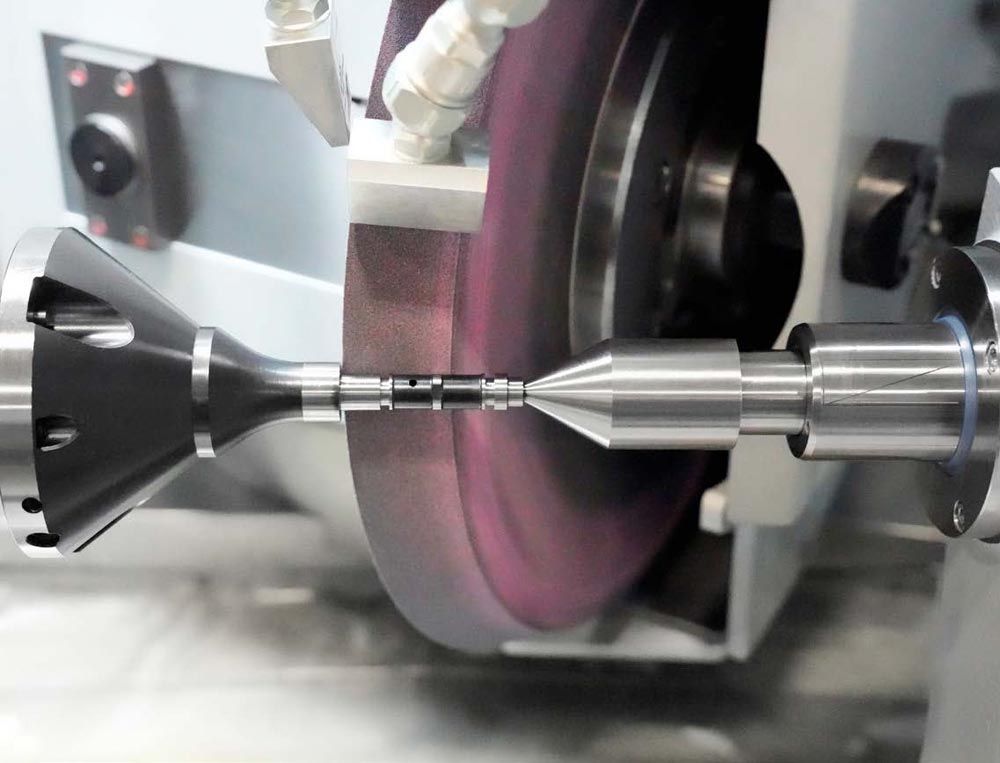
New manufacturing cell, dedicated to hydraulic workholding, gives Gleason total product quality control throughout the entire value stream. This includes the final hard finish grinding before the workholding is assembled, tested, and inspected.
A Bright Future for “Fluids”
But not all workholding is created equal—and your tried-and-true mechanical device may, or may not, be the perfect fit. A new generation of hydraulically actuated workholding solutions can outperform their traditional mechanical counterparts in many of the high precision gear production applications that are increasingly common today—like hard finish grinding, honing, power skiving, and even downstream in the other non-gear machining operations.
The latest improvements in design and manufacturing have resulted in a new generation of hydraulic production expanding arbors available for, but not limited to, the 12 mm to 100 mm diameter size range common to today’s e-drive transmission gears. These arbors deliver an extremely precise and repeatable clamping force when hydraulic fluid pressure is applied to a thin-walled, precision-machined expansion sleeve. The sleeve expands as required by the application uniformly across the entire chucking length of bore ID or shaft OD, ultimately guaranteeing a runout below 3 µm TIR or better, as compared to the 5 µm (or below) runout that can be expected from its mechanical equivalent. The hydraulic arbor expands into the bore to clamp, leaving zero clearance, whereas a mechanical system requires a small clearance, thus compromising accuracy. Mechanical systems also require an axial clamping element; the hydraulic system’s inherently high bore clamping forces eliminate this need. Note that the automatic chucking system is designed with a pressure balance feature to prevent over-expansion. It can also be expanded without a workpiece with no risk of damage, since its maximum expansion range can’t be exceeded. This makes hydraulic clamping much more consistent and repeatable part to part and helps reduce workpiece non-conformities to the “near-perfect” levels that are quickly becoming the norm—not only e-drive gears, but in countless other applications where quiet, long-running gear precision is now so critical. Hydraulic systems can be a particularly good, highly economical alternative for clamping parts with very small-bore diameters too, since they eliminate the challenges of producing small, high-precision collets of various diameters required for mechanical systems.
Additionally, hydraulic workholding, with its completely enclosed system, seems almost tailor-made for the hard finishing operations that are increasingly in use to raise the workpiece quality bar, whether fine finish grinding or honing of e-drive gears, or hard power skiving of larger parts. The swarf produced as a by-product of these operations, particularly when producing smaller parts dry and in higher volumes (and larger internal gears as well where chip evacuation can be difficult) can play havoc with mechanical workholding and cause frequent and costly downtime for maintenance, cleaning, and lubrication. Hydraulic workholding is by design completely sealed, and impervious to contamination of the type that greatly affects more exposed mechanical components.


