Noise Analysis for e-Drive Gears and In-Process Gear Inspection
Ensure optimum quality in a fraction of the time
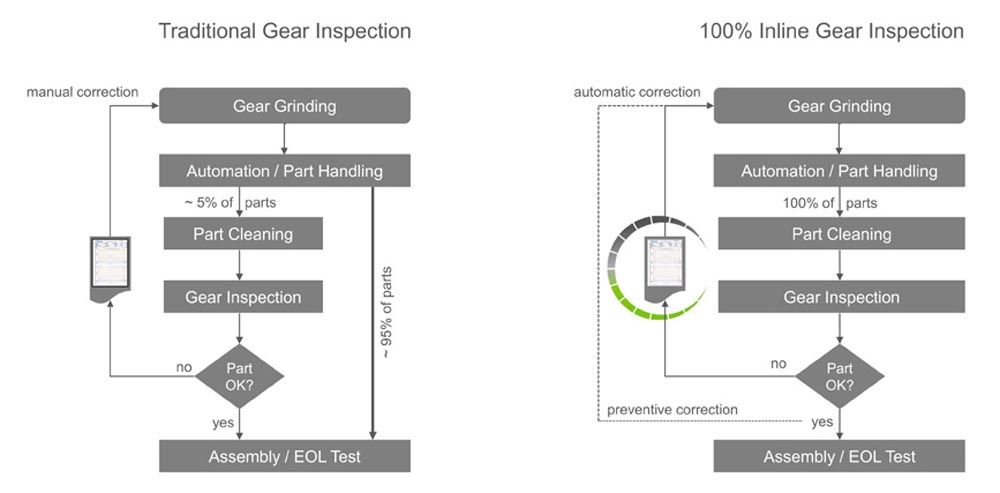
Traditional gear inspection versus 100 percent in-process gear inspection.
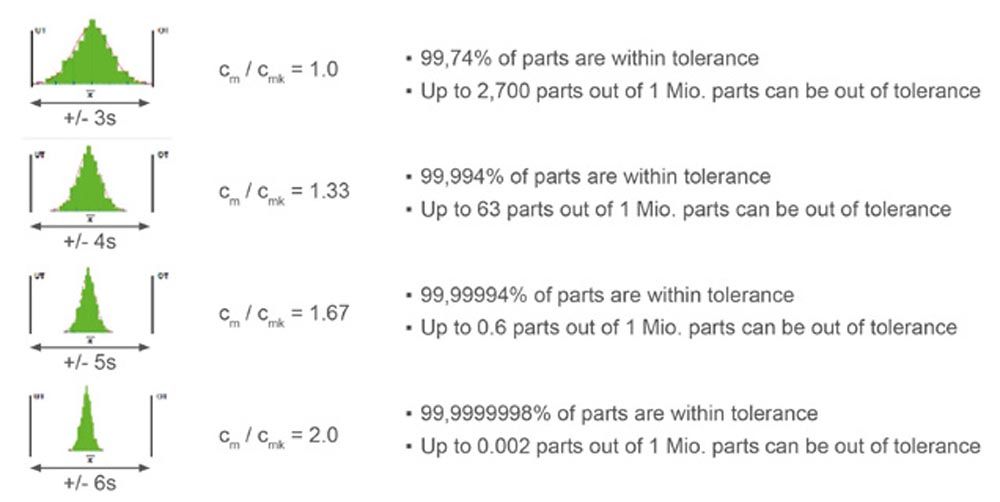
In conventional gear manufacturing, quality control is carried out for a number of pieces per batch. Most parts enter final gearbox assembly without any inspection. Among other things, this approach is based on two facts: measuring time is significantly longer than the machining time, and the limited measuring capacity available. In hard fine finishing, for example, continuous generating grinding, it is not unusual to measure only one or two workpieces per dressing cycle or directly after the machine setup. Depending on the dressing cycle, the number of inspected parts corresponds to only about 5 percent of workpieces produced in total. However, to guarantee almost 100 percent reliability, statistical evaluation is instead used to validate the gears being produced. Typical measuring characteristics can be represented and statistically evaluated with a Gaussian bell curve. By deliberately narrowing down tolerances on the measured components, it is possible to guarantee compliance with the actually required drawing tolerances with a sufficiently high probability (typically greater than 99.99994 percent). This method is commonly used for machine and process capability studies and is globally recognized. The machine or process capability values cmk and cpk frequently taken as a basis are usually set on or above 1.67. Statistically, the reject rate is only 0.57 workpieces per 1 million manufactured workpieces, which means that only about 50 percent of the intended drawing tolerances are available as manufacturing tolerances. This situation is aggravated by the fact of increasing quality demands, especially with e-drive gears due to NVH and other topics leading to increasingly tight tolerances. Clearly, this high dependency on statistics poses a significant challenge to a growing number of gear manufacturers.
Another problem of traditional gear inspection is the long (waiting) time between part removal for inspection and the actual availability of measured results. Waiting and inspection time can easily amount to between 30 to 45 minutes depending on the inspection room capacity. After inspection, a decision must be made whether a correction of machine settings is necessary and the implementation of such corrections must be carried out by the machine operator taking additional time, all while the production is continuously running, good or bad. So far, today, the focus has been given to establishing a “closed loop” connection between the metrology system and the production machine, installing the measuring machine near the production machine, e.g., by employing so-called “shop-hardened” metrology systems.
Now, what would an ideal solution to overcome the described challenges look like? Ideally, all parts could be inspected immediately after they have been produced, bearing various advantages. The quality achieved on each workpiece could be documented. Workpieces out of tolerance could be corrected immediately by a closed-loop auto-correction system. And even better, by inspecting up to 100 percent of parts, one could also monitor trends and apply preventive corrections before parts are getting out of tolerance. The goal would result in predicting whether a workpiece could cause noise issues within the gearbox after its assembly.
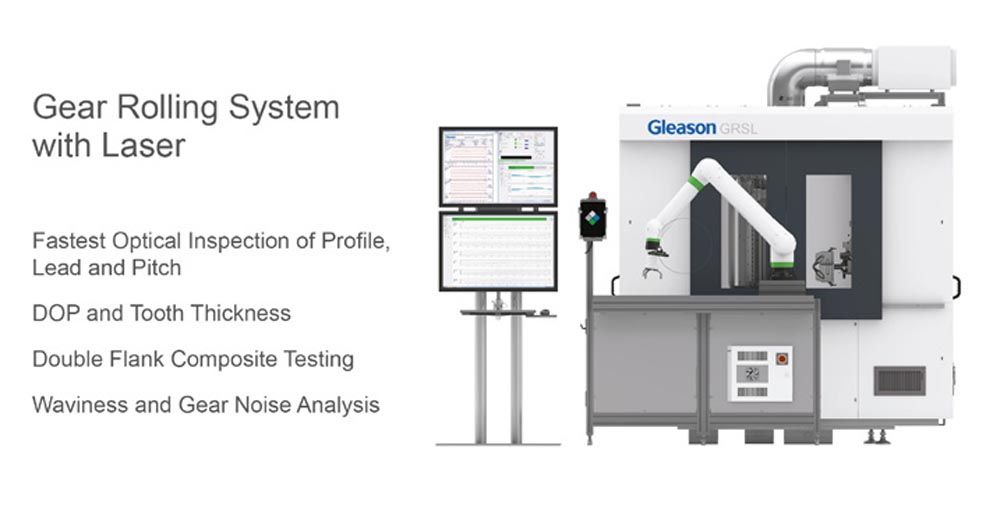
So, the key to creating an ideal situation is a metrology system that is capable of inspecting gears as fast as they are produced, and which can easily be installed close to the production machine.