With that information in hand, Barch then initiates a program to facilitate access to that knowledge and to develop it in such a way that key individuals may have access to it on a real-time basis and can then start managing based upon what’s happening on any given day. Barch provides a concrete example of this that any company accountant or controller can appreciate.
“If I were to go to an organization and ask someone to quantify for me what they have in inventory—dollar value—typically no one can answer that question (immediately). If you go to Winzeler Gear and you ask how many dollars do we have in inventory as of the end of business yesterday, there are three people who can answer it to the dollar.
“So as they start getting and developing that information, it is then easy to implement lean concepts. Once people know what they have, they can then start to develop objectives.”
Inventory reduction via production. Barch again uses inventory as an example of this. Instead, for instance, of reducing inventory by, say, 30% or 40%, let’s ask the question: Why should we have any inventory? “If a company believes its inventory to be excessive, what’s the reason behind that?” he says. “And that usually leads us down a path to saying, cycle time. If the cycle time is extensive, it leads to saying, OK, we’ve got a 30-day cycle time from receipt of order to parts ready for delivery. What’s really happening during that 30 days? How much time is going to actual value-added production as opposed to how much queue time is involved?”
As one might expect, getting answers to those questions leads management, production planners, etc., to realize that they are wasting a lot of valuable time. They further realize, says Barch, that if they can reduce cycle time to 15 days, there is little need for extensive—and expensive—ware-housing.
Winzeler CEO John Winzeler is in complete agreement.
“Right now we’re focusing on inventory reduction, for both raw material and finished goods, because we are running out of warehouse space (optimal space utilization being a key lean principle),” he says. “So before we reorganize the warehouse area, we’re going through this exercise of understanding the consumption patterns of our customers and how much raw material we need, how much finished goods. And how can we best make sure that we never shut our customers down without taking up any more space—i.e., money—for that activity.”
What Winzeler is alluding to is the difficult but necessary development of reliable metrics, which in turn allows for making sound decisions. It’s actually step one in the process.
“It all started—and it took a good year or more—to get good metrics. What’s our on-time delivery? What’s our internal and external waste? We have several metrics that we track on a daily, weekly and monthly basis. You need that to know whether you’re getting better or not.
“Take scrap rate, quoted material usage vs. actual, premium freight. It took a while to even get that data together, and it took a very qualified IT person to be able to capture the data and trust it. If we can’t trust the data, we don’t know what we’re doing.”
There is a central element of lean that is not lost on Winzeler. He is fully aware and appreciative of his people’s efforts. And he also realizes that without the due diligence of his core management team—comprised of the company’s director of quality, director of manufacturing and controller—and led by Barch, going lean would not be possible.
“In small manufacturing,” says Winzeler, “the people in the trenches doing the work every day don’t have a lot of time to do continuous improvement. We’ve taken more supervisory people to do the planning and training, and they engage the worker team. But it isn’t just going out there and saying, ‘OK, we’re going to form a team. Now go make us better.’ That doesn’t work.
“And just because you have a team doesn’t mean that you have any talent, either. You have to have somebody driving it. It’s going to take us years to get the whole culture changed to the point that everybody is doing everything possible. But every day, every week, every month, we’re getting better.
“You never reach the finish line because there’s always more you can do. It’s becoming lifelong learners, being curious enough to challenge everything you do every day.”
 Highfalutin’, simplified. At Forest City Gear, the decision of going lean and committing to getting there made good business sense. Peer pressure (local competition) was one reason; more profits, a better one. Its Operation Excellence Program mirrors that of Winzeler Gear in that the order of the day is to keep things simple, and not, as vice president of manufacturing Everett Hawkins explains it, “highfalutin.”
Highfalutin’, simplified. At Forest City Gear, the decision of going lean and committing to getting there made good business sense. Peer pressure (local competition) was one reason; more profits, a better one. Its Operation Excellence Program mirrors that of Winzeler Gear in that the order of the day is to keep things simple, and not, as vice president of manufacturing Everett Hawkins explains it, “highfalutin.”
“(Going lean) was being proactive on our behalf, because we know of other companies’ successes with lean, especially in the Rockford (IL) area,” he says. “We weren’t forced into it. We just looked at it as an area that we certainly could use some improvement in. We think we can get a product through the plant a lot faster, and by doing that we can take on more business.”
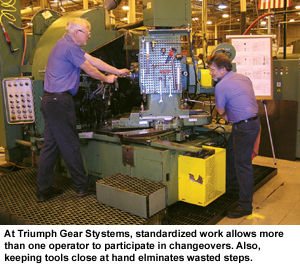
The “faster” Hawkins refers to is a direct result of an ongoing reorganization of the shop floor. Two crucial elements of lean are having the tools and materials necessary to do a job in close proximity to where the work is performed, and the other is an absolute necessity of having a designated place for every production tool. A recent tour of Forest City’s shop floor revealed a strict adherence to both directives. All necessary tools and materials were situated at various machine stations; smaller tools were arranged and stored in a ship-shape manner that even the most extreme fussbudget would envy. We were also able to observe new shop floor plans which will eventually be executed and will significantly expedite queue and work flow. This provided an observer with a clear, real-time snapshot of lean in action.
Since the implementation began just six months ago, Hawkins says it will boost sales from $8 million to $9 million annually, with expectations that lean will get them up to around $12 million. Hawkins added that the company has also begun attracting new customers at a faster rate—now averaging at least one to two per week.
Hawkins also believes lean implementation will result soon in new business for which Forest City would otherwise not have been considered.
“I believe lean is going to position us to (attract) more aerospace work,” Hawkins says. “It’s certainly going to (bring) more medical (device) work. And it’s going to increase our customer base, because we’re taking on projects now that normally we wouldn’t be able to do since now we can get things through the plant much faster.”
Hawkins also points out that the company’s long-held commitment to staying technologically viable has served to complement its lean efforts in a significant way.
“Due to new equipment, we feel we can get the hard type of work, from the standpoint of special gears. We just landed the 2009 gears for the Mars Rovers. Those people, when they were in here, were very impressed with our going lean.”
 There is no “I” in team—or lean. Pat Keeley, Forest City’s quality manager, is in full support of the company’s lean effort. And why not? He says it is already reaping rewards. For him, lean is all about personnel constantly asking themselves how they can best do their job and dedicated commitment to fulfilling their responsibilities.
There is no “I” in team—or lean. Pat Keeley, Forest City’s quality manager, is in full support of the company’s lean effort. And why not? He says it is already reaping rewards. For him, lean is all about personnel constantly asking themselves how they can best do their job and dedicated commitment to fulfilling their responsibilities.
“Although we are in the beginning stages of lean manufacturing, its benefits are already being realized,” he says. “Lean is a thought process or a belief in how you go about performing your job, not necessarily added responsibilities. Being that it is based on a ‘team’ set of ideals, actually everyone in the ‘group’ shares in those responsibilities.
“My responsibilities to Forest City Gear are to ensure continued customer satisfaction. Lean will help us do this by improving quality, price and delivery, all of which lean will help us to accomplish.”
Lean implementation also means new requirements and standards for Forest City suppliers, and it’s Keeley’s role to make sure they meet them. Or else.
“Our suppliers will be required to implement at least a minor portion of the lean concepts to remain competitive for Forest City Gear. For instance, lead and set-up times will need to be reduced to allow us to in turn reduce our timelines to our customers. Large orders will need to be shipped in smaller batches or lots to satisfy our customers.”

A look at three Phoenix hobbers with the needed parts and tools in close proximity for faster production.
As for Hawkins, another lean true believer, he sees his role as more than being the eyes and ears on the factory floor in lean’s implementation.
“I refer to myself as a champion; I have to be the champion that keeps people in charge of lean committees involved. And I need to compliment them on a job well done, especially if they get the low-lying fruit (obvious lean targets) taken care of right away. And we do what we can here to share with them a special lunch, a special meal after hours. And that does help because it shows them that we appreciate everything that they do.
“And last but not least, I share with them that we are not turning back.”
For more information:
Forest City Gear
11715 Main Street
P.O. Box 80
Roscoe, IL 61073-0080
Phone: (Toll Free) (866) 623-2168;
(815) 623-2168
Fax: (815) 623-6620
Internet: www.fcgear.com
Winzeler Gear
7355 West Wilson Avenue
Harwood Heights, IL 60706
Phone: (708) 867-7971
Fax: (708) 867-7974
E-mail: jwinzeler@winzelergear.com
Internet: www.winzelergear.com
Brian M. Barch
Telosis, Inc.
1106 Kathy Court
Fontana, WI 53125
Phone: (262) 275-2848
Fax: (262) 275-1418
E-mail: brian@telosis.com