Hot Technologies to Help Cool the Planet
With global wind turbine demand set to quadruple by the end of the decade, manufacturers are seeking new technologies to ramp up production of gears that can operate in any environment, around the clock, for years to come.
2023 is shaping up to be our planet’s hottest year on record, and the wind energy industry is feeling the heat. The GWEC (Global Wind Energy Council) says that the rate of wind turbine installations will need to quadruple globally by the end of the decade if we’re to achieve the IRENA’s (International Renewable Energy Agency) goal of net zero carbon emissions by 2050—and keep the average annual temperature worldwide from increasing more than the predicted 1.5° C. Fortunately, “net zero” commitments are gathering global momentum. Before year’s end, total global windpower is expected to reach a historic milestone of 1 TW of installed capacity, eliminating 1.2 billion tons of CO2 annually, roughly the equivalent of all the carbon emissions of South America.
These are indeed interesting times for wind turbine manufacturers, now faced with unprecedented demand and backlogs stretching to the horizon. Meeting capacity challenges, while at the same time producing wind turbines that are more efficient and extremely reliable, are the most significant headwinds. In this industry, where the average lifespan of a wind turbine, onshore or offshore, can be 20 years, wear and tear take its toll, and repair and maintenance are very costly. Component quality thus becomes paramount.
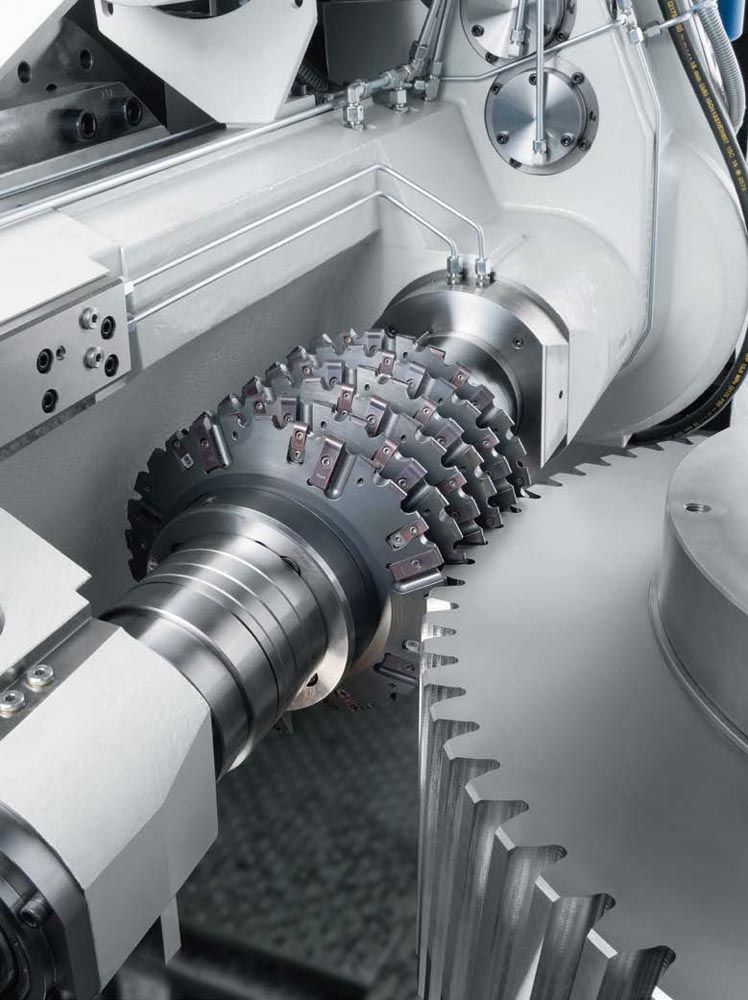
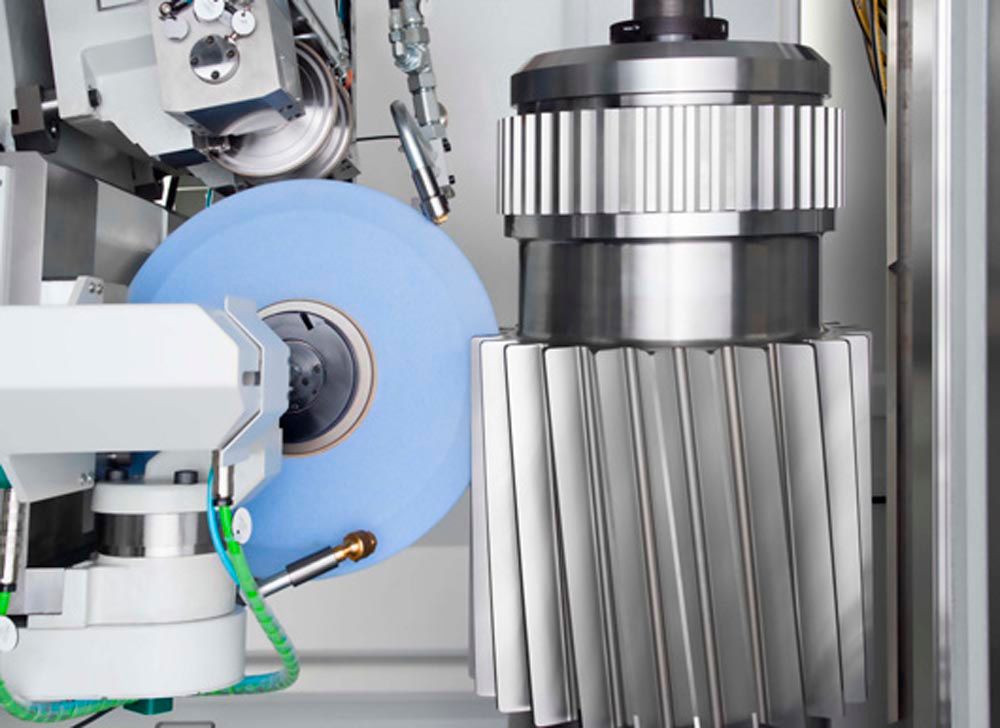
Gleason is addressing these challenges with a complete array of solutions for optimizing production of the gears most commonly used in today’s windpower gearboxes and, in particular, planetary gears in the 1,200 mm diameter range.
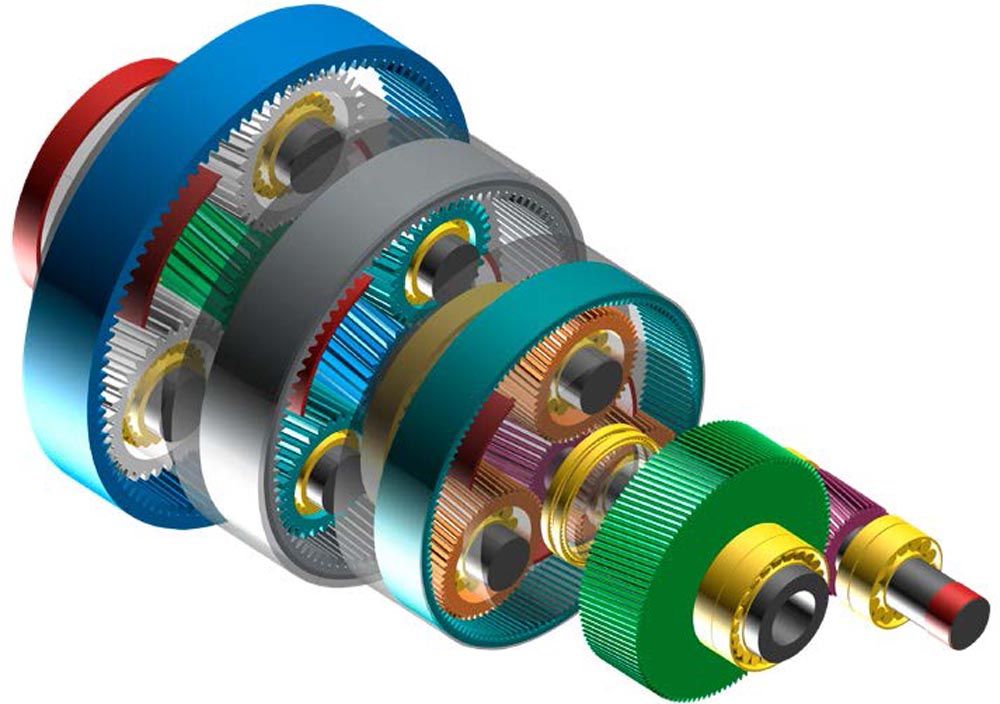
A windpower gear configuration in KISSsoft.
Better By Design
The design of gears and toothing for use in today’s high-performance wind turbine main gearboxes poses unique challenges. Wind turbines today are much larger and capable of generating considerably more power than their predecessors. Some stand as tall as the Eiffel Tower and generate 13–15 MW, several times that of the average wind turbine in 2010. Gearbox designs have kept pace, with many more variations for low, medium, and high-speed applications and with one, two, three, or even four stages respectively. This added complexity, and the pressures of producing more power, more efficiently, while at the same time seeking greater reliability, have made it imperative that gear designs first be optimized, and their manufacturability assured well before the first gear is even cut. For that, there’s KISSsoft. KISSsoft is a modular calculation program for the design, optimization, and verification of machine elements. The application ranges from individual elements to the automatic design of complete gearboxes with the add-on system KISSsys. It’s a critically important tool when considering the challenges, and pressures, facing the wind turbine gearbox designer.