The “Differential Difference” in E-Drives
Forged differential gears don’t deliver the stronger, quieter performance required by e-drives—for that, there’s Coniflex Pro
Differential gear manufacturers began moving away from the tried-and-true Revacycle broaching process to forgings some 30 years ago. At the time, forged differential gears seemed almost tailor-made to meet the needs of automotive, truck, and other vehicle producers: Relatively inexpensive when produced in high volumes; able to deliver the high power densities necessitated by the severe size constraints imposed by a differential cage; durable and robust.
Then Came E-Drive
If forged differential gears seemed ideally well suited for traditional combustion engine vehicles, the opposite could be said to be true for most, if not all, e-drive applications. Where the relative motion for differential gears used in combustion engine applications occurs mostly when driving around a curve, e-drives demand a lot more from their differential gears. Most electric vehicles, for example, have one electric motor per driven axle which transmits motion and torque through a single or two-speed transmission to the wheels. However, between the final drive gear of the transmission and the drive shafts to the wheels, a differential is required. These differential gears are subjected to the peak torque electric motors can provide, which can be a multiple of the maximum torque of a combustion engine in a comparable vehicle. Another important consideration is differential noise. Forged differential gears aren’t inherently designed for “quiet,” since differential noise is not as significant a consideration for combustion engine vehicles as it is for electrical vehicles, where the differential as a source of sound becomes much more obvious. Additionally, some advanced e-drive designs have operating conditions with multiple times higher relative motion between the differential gears compared to the traditional differentials, thus adding to the potential for noise.
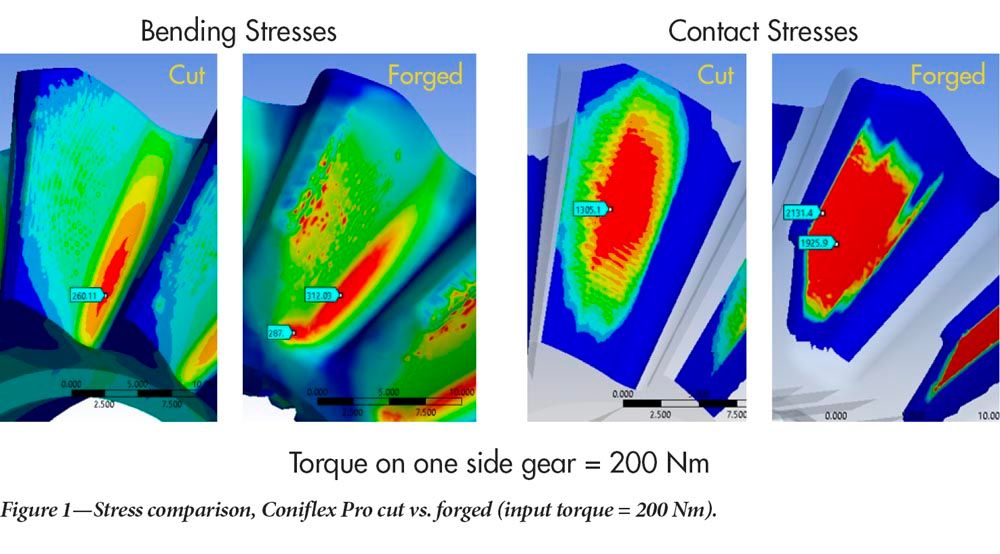
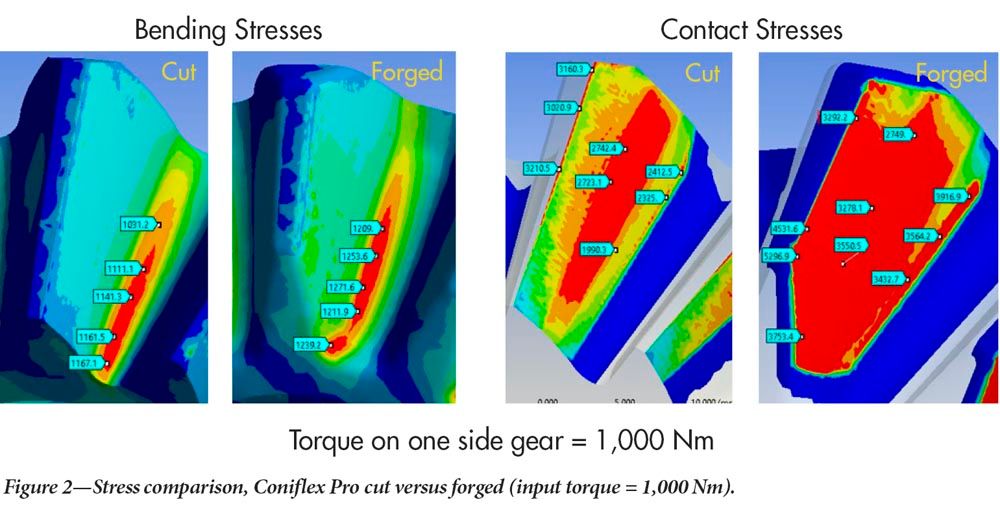
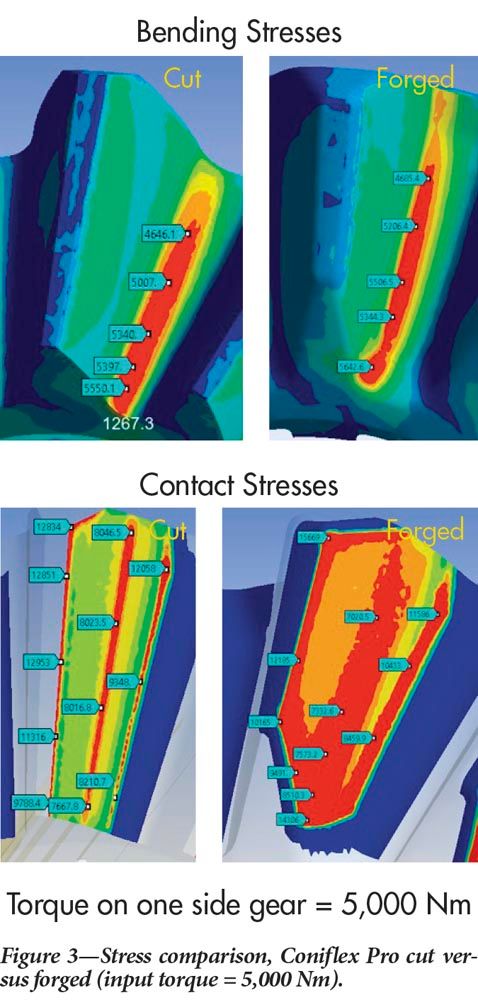
The new performance requirements demanded by electrical vehicles have made it imperative for gear manufacturers to reconsider—and reinvent—how almost everything was done in the age of combustion engines. In recognition of the significant limitations of forged differential gears when applied to e-drives, Gleason has embarked on the development of a new process for the production of differential gears in e-drive applications. This process, which combines new Coniflex Pro Design Software with proven Gleason Coniflex Plus Cutter System and Gleason Phoenix Bevel Gear Cutting Machines, is based on initial customer trials that are producing gears far superior to those made from forgings. Now, for the first time, gear manufacturers have an alternative process for differential gears that meets the strength, noise, and production levels required in many e-drive applications.
The new process builds on Gleason’s Coniflex Plus high-speed cutter system, using advanced Pentac coated-carbide stick blades, in conjunction with the latest Gleason Phoenix bevel gear cutting machines. Over the years, Gleason’s Coniflex Process for straight bevel gears has steadily evolved, from the ubiquitous mechanical Coniflex Generators to the first application on a new generation of Gleason Phoenix Machines in 2005, to today’s greatly improved Coniflex process, made possible with the development of the Coniflex Plus, the first high-speed dry cutting tool system for manufacturing straight bevel gears. With the Coniflex Plus Cutter Head and the indexing motion of the gearless direct drive work spindle of the Phoenix machines, the production of straight bevel gears was now overall faster compared to the traditional Coniflex Process using HSS blades.
Significantly, with the introduction of Coniflex Plus, manufacturers of differential gears began to see the many benefits of applying this high-quality production technology as an alternative to forged differential gears, particularly in low- to mid-volume applications. Now, with the development and application of Gleason’s Coniflex Pro Design Software, the latest generation of Phoenix Machines and Coniflex Plus Cutter System all operating together in a fully Closed Loop system, we’re proving that differential gears can be readily produced to meet the quality, noise, and productivity requirements of e-drives for automotive, truck, and off-road applications.