Plastic Gear Testing Methods—Characterization of Crucial Material Data Required for Reliable Design of Plastic Gears
High-performance plastic gears are increasingly replacing metal gears in several applications due to the many advantages they exhibit. The main ones are having lower weight, no need for lubrication, cheaper mass production, significantly better NVH (noise, vibration, and harshness) behavior, and chemical/corrosion resistance. Most plastic gears are produced by injection molding, which enables great design flexibility, e.g., joining several machine elements into one molded part, while also gear geometry modifications like enlarged root rounding or altered profile shapes are possible (Ref. 1).
Plastic gears have been used since the 1960s when they were initially used for simple motion transmission applications. Over the years, with the development of new and improved plastic materials, the technology started to make its way into power transmission applications. Until recently, plastic gear drives were employed for applications with power up to 1 kW, however, lately, there have been attempts to use high-performance plastics in gear drives exceeding the 10-kW mark.
An extremely wide selection of different plastic materials is currently available on the market. A major limitation, however, is a huge gap in gear-specific material data on these materials, which is a problem that has been persisting for decades now. Providing a step towards a solution is the German guideline VDI 2736, which proposes design rating methods (Ref. 2) along with testing procedures (Ref. 3) to be followed to generate reliable data required in the gear rating process. This paper delves into the current state of the art in plastic gear testing, providing a comprehensive overview of employed testing methods, supplemented with case studies.
Plastic Gear Design Overview—Which Material Data Is Required?
To ensure a reliable operation of the gearbox each gear needs to be appropriately designed to avoid failure within the required lifespan and operating conditions. Plastic gears can fail due to different failure modes, i.e., fatigue, wear, or viscoplastic deformation, which is usually thermally induced. Examples of the possible failure modes are shown in Figure 1. The fatigue failure mode can result in root fracture (Figure 1a), flank fracture, or in some cases also pitting. Out of the three, the most common fatigue failure mode is root fracture, while the flank fracture is often correlated with unfavorable contact characteristics of the gear pair, and pitting was only observed in some oil-lubricated cases.
Figure 1—Possible failure modes for plastic gears: a) root fatigue, b) wear, c) viscoplastic deformation at thermal overload.
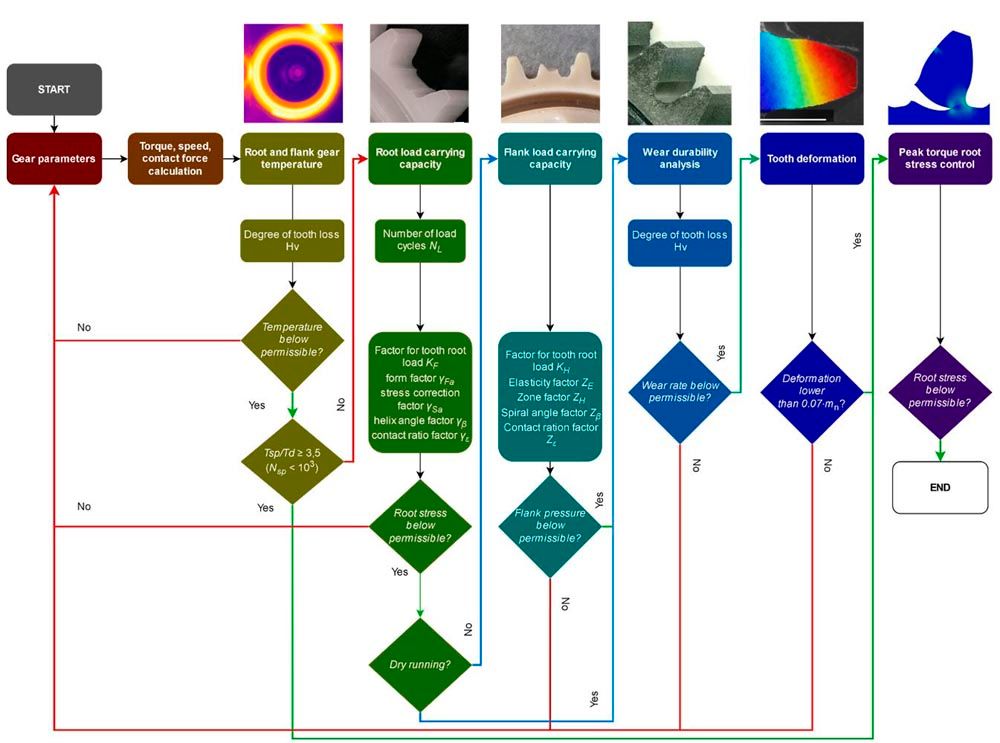
There is currently still no international standard available for the mechanical design of plastic gears, which would provide all the required tools and rating procedures to conduct design control against all possible failure modes. The most up-to-date and comprehensive is the German guideline VDI 2736: Part 2 (Ref. 2) where the design rating procedures for each failure mode are proposed. A flowchart representing the entire failure mode control process is shown in Figure 2. While the proposed procedures are feasible, the real problem arises as each control model requires some gear-specific material data, which is very limited. To patch this problem, VDI 2736:Part 4 (Ref. 3) provides testing procedures on how to generate the required material data.
Figure 2—Failure mode control process within the plastic gear’s design phase as recommended by the VDI 2736: Part 2 guideline for cylindrical gears.
Gear’s Operating Temperature
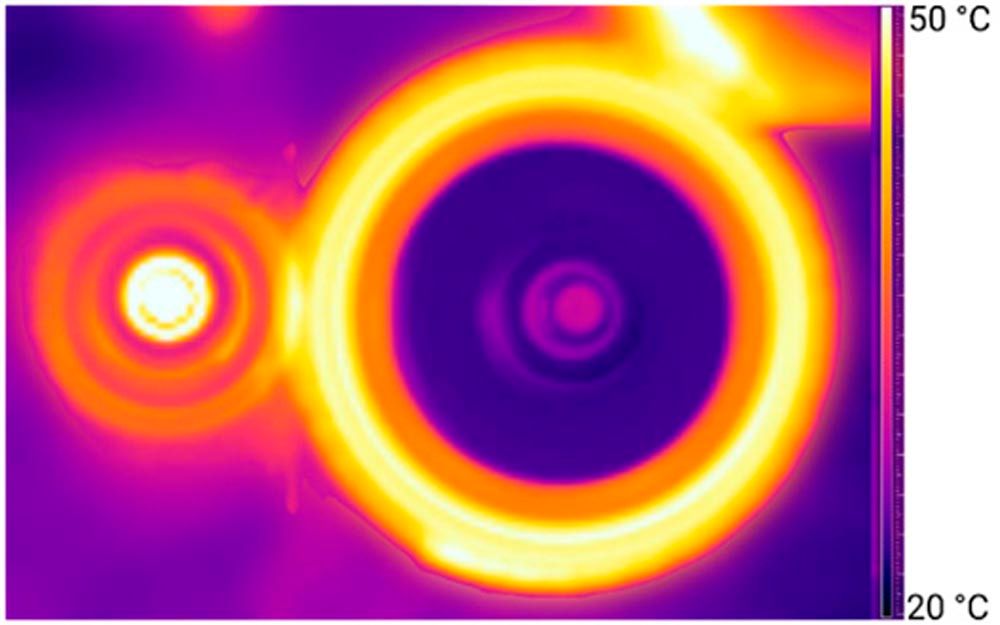
Gears heat up during operation. An exemplary temperature measurement conducted by a thermographic camera is shown in Figure 3. Friction between the meshing teeth and hysteretic effects are the main reasons for the temperature increase in plastic gears. The rate of heat generation and the resulting temperature rise depend on several factors, e.g. torque, rotational speed, coefficient of friction, lubrication, thermal conductivity, convection, gear geometry, etc. To ensure the reliable operation of a plastic gear, its operating temperature needs to be lower than the material’s permissible temperature for a continuous load.
The first rating point is the prediction of the operating temperature to ensure no thermal overload (Figure 1c) occurs under the specified operating conditions. The VDI 2736 guideline employs here a slightly modified Hachmann-Strickle model (Ref. 4), which was presented in the 1960s. The Hachmann-Strickle model was later supplemented by Erhard and Weiss (Ref. 5). The guideline goes further and proposes a model for calculating the temperature in the tooth’s root:
(1)
and on the flank:
(2)
The equations are almost the same, as there is a difference only in one factor, the kυ, where the guideline provides different values for the root region and the flank region. In the proposed equation the most important factor is the coefficient of friction, which is dependent on several parameters, e.g. material combination, temperature, load, lubrication, sliding/rolling ratio, siding speed, etc.
The VDI model can be implemented in a rather straightforward manner, while the accuracy of results is limited. Several scientific studies, e.g., Fernandes (Ref. 6), Casanova (Ref. 7), Černe (Ref. 8), were presented recently which dealt with this topic and each one proposed different, advanced, numerically-based temperature calculation procedures.
[advertisement]
Figure 3—Thermal image of a Steel/Plastic gear pair during operation.
Root Stress Control
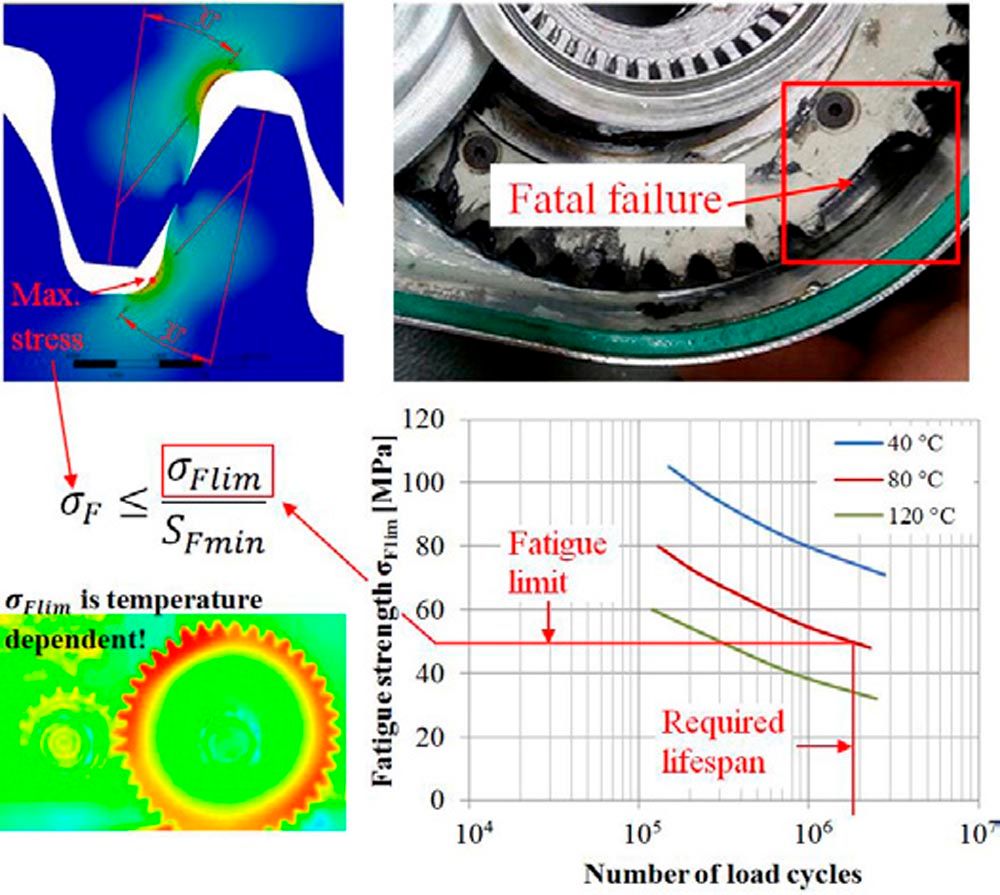
To avoid root fatigue fracture, which is a fatal failure, the root stress σF in a gear needs to be lower than the material’s fatigue strength limit σFlim for the required operating lifespan (Figure 4). To account for unexpected effects some additional safety SF is usually also included.
(3)
To calculate the root stress the VDI 2736 guideline proposes the same equation as provided by the DIN 3990 (Method C) (Ref. 9), which is a standard for steel gears:
(4)
The guideline further simplifies the equation by assuming that for plastic gears, if the condition b/m≤12 is met, the root load factor can be defined as KF=KA∙KV∙KFβ∙KFα≈1….1.25.
While Equation 4 is simple to use and familiar to any gear design engineer, the major drawback is that it does not account for the load-induced contact ratio increase, hence overestimating the actual root stress values. A more accurate root stress calculation can be achieved by employing numerical manners, e.g., by a FEM simulation. FEM-based methods are however labor and cost-intensive.
Assuming the root stress for the gear design under evaluation is calculated, it needs to be compared to a fatigue limit σFlim, which is a material property and needs to be characterized by extensive gear testing on a dedicated test bench. For plastic materials the σFlim is temperature dependent, therefore several S-N curves generated at different gear temperatures are required (Figure 4).
Figure 4—Temperature-dependent S-N curves are needed to conduct root strength control.
Flank Pressure Control
Flank fatigue failures have been observed mostly in oil-lubricated applications with plastic gears. Assuming the operating temperature does not exceed the limit temperature for continuous operation, in dry running conditions plastic gears usually fail due to root fatigue or wear. Thus, for dry running conditions, this step is not included, as it is expected that the wear of flanks will be much more severe than the flank fatigue. To avoid flank fatigue failure in lubricated contacts, the flank pressure σHneeds to be lower than the material’s fatigue strength limit σHlim for the required operating lifespan. To account for unexpected effects some additional safety SH is usually also included.
(5)
To calculate the flank pressure the VDI 2736 guideline again proposes the same equation as provided by the DIN 3990 standard:
(6)
if the condition b/m≤12 is met, the same simplification as in root stress calculation applies also to the flank load factor KF=KA∙KV∙KHβ∙KHα≈1….1.25.
Once the flank pressure for the gear design under evaluation is calculated, it needs to be compared to a fatigue limit σHlim, which is a material property and needs to be characterized by extensive gear testing on a dedicated test rig. For plastic materials, again, the σHlim is temperature dependent, therefore several S-N curves, with flank fatigue as a failure mode, generated at different gear temperatures are required.
Wear Control
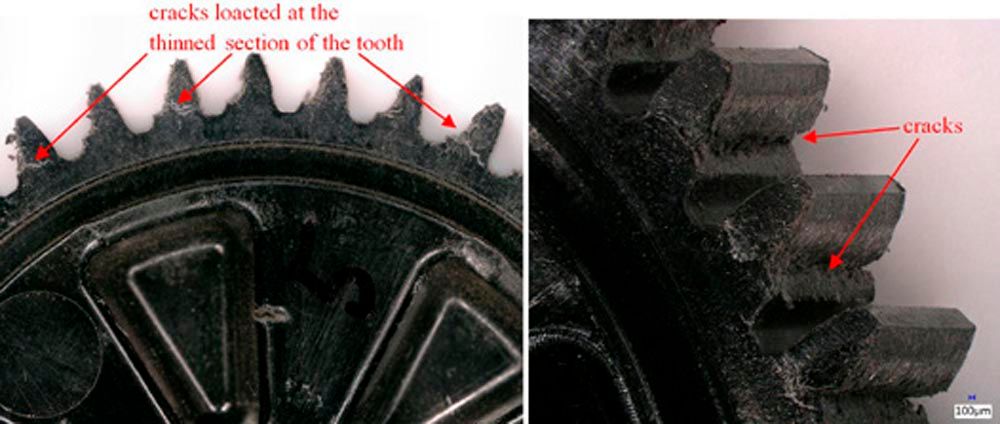
Wear is a common damage mode for dry runs and also some grease-lubricated applications with plastic gears. It can lead to a fatal failure where teeth are worn to the degree that they break instantly under load or that fatigue cracks originate at the worn section (Figure 5). In several applications , even though the gears are still intact, they might not fulfill the application requirements if they are worn to an acceptable degree, e.g., high precision applications. The following equation:
(7)
is proposed by the VDI 2736 guideline for wear control. The only material-dependent parameter is the wear factor kw, which considers the wear properties of the material pair under evaluation. It is important to note that the wear behavior of plastic gears is dependent on both materials in pairs.
Figure 5—Severe wear, leading to fatigue-induced cracks at the worn section of the tooth profile.
Testing Methodologies
A complete overview of the current state-of-the-art testing methods is provided in the following sections. Where applicable, problems are highlighted, and solutions are proposed. All the presented results were generated on the RD Motion’s MTP series test bench by testing the VDI 2736: Part 4 size 1 geometry gear pairs (see Table 1).
Test Samples
To complete each control step for a possible failure mode, as presented in Figure 2, gear-specific material data is required. This data is obtained by dedicated gear testing methods. Currently, there are no standardized test procedures available, which could be employed to generate this data. The most up-to-date is the VDI 2736: Part 4 (Ref. 3) which provides comprehensive recommendations for the testing methodology. As per the guideline, three gear geometries are proposed for experimental characterization. The main geometric parameters of the proposed test gear geometries are summarized in Table 1, more details can be found in Ref. 3. Being closest to the majority of practical plastic gear applications, the Size 1 geometry is most commonly used for testing. The lack of standardization results in several other gear geometries being dealt with in scientific and technical reports. It is however extremely important for the development of future plastic gear rating standards that the test sample geometries are unified similarly as in the vast majority of comparable standards dedicated to the characterization of material’s mechanical properties.
Parameter
Nomenclature
Unit
Size 1
Size 2
Size 3
Type of Gear
/
/
spur gear
spur gear
spur gear
Centre distance
a
mm
28
60
91.5
Normal module
mn
mm
1
2
4.5
Number of teeth
z1/z2
/
17/39
30/30
16/24
Pressure angle
an
°
20
20
20
Gear’s facewidth
b1/b2
mm
8/6
13/12
22/20
Tip diameter
da1max/da1min
mm
19.40/19.35
64.916/64.779
82.45/82.36
da2max/da2min
mm
40.40/40.30
63.098/62.902
118.35/118.26
Root diameter
df1max/df1min
mm
14.902/14.610
55.916/55.779
61.917/61.215
df2max/df2min
mm
35.866/35.691
54.498/54.301
97.824/97.122
Table 1—Test gear geometries, as proposed by the VDI 2736:Part 4 (Ref. 3).
The gear’s manufacturing quality affects the stress state in the gear when under load (Ref. 10). Controlling the test sample’s production quality is equally important for a reliable comparison of test data. The gear manufacturing quality is usually evaluated according to ISO 1328 (Refs. 11 & 12). For material characterization purposes, gears with the majority of rating parameters in quality 10 (or better) are recommended for testing. Besides the gear’s geometrical quality, even more important is that the gears are produced without any significant weld lines and without voids. If during gear testing, the failure occurs on the weld line or at a void location the test result is not a function of a material property but rather of the defect in the gear because of a bad-quality sample production. Since the gear tests are used to generate gear-specific data on the material properties the failure should be a single function of the material’s performance.
Test Rigs
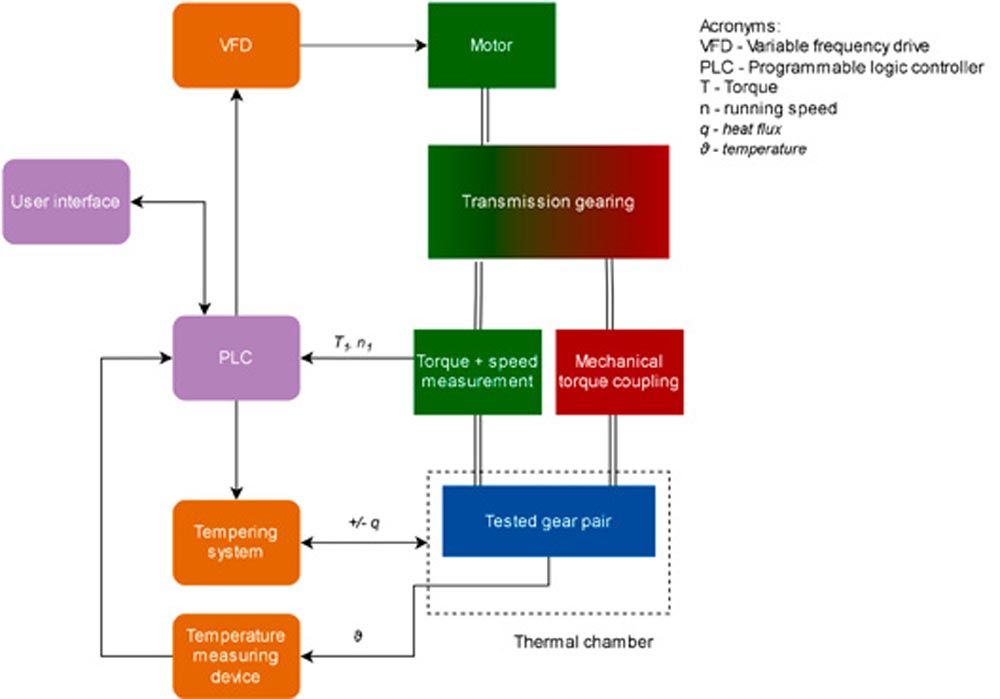
There are three main test rig layouts used for gear testing. The back-to-back test rig, presented in Figure 6, is a very well-known concept that has been widely used for testing steel gears. For testing plastic gears, the basic concept of this test rig has some limitations. In a back-to-back test rig, the torque on the tested gear pair is applied by a rotational displacement of a loading clutch. Plastic gears deflect under load significantly more than steel ones. Due to the teeth deflection, some of the torque applied with a rotational displacement of the loading clutch is lost. Additional torque loss occurs during the test duration due to the viscous properties of plastic materials and the additional deflection of teeth due to creep. As plastic gears wear quite significantly during operation, another portion of torque loss occurs due to tooth wear. This problem can be solved by applying a continuously adjustable electromechanical or hydraulic torque application system, which significantly complicates the test rig’s design and control, adding to the overall cost of the test rig. Another disadvantage when it comes to gear testing is that the center distance is fixed and determined by the master gear pair.
Figure 6—Schematical representation of a closed-loop, back-to-back gear test rig.
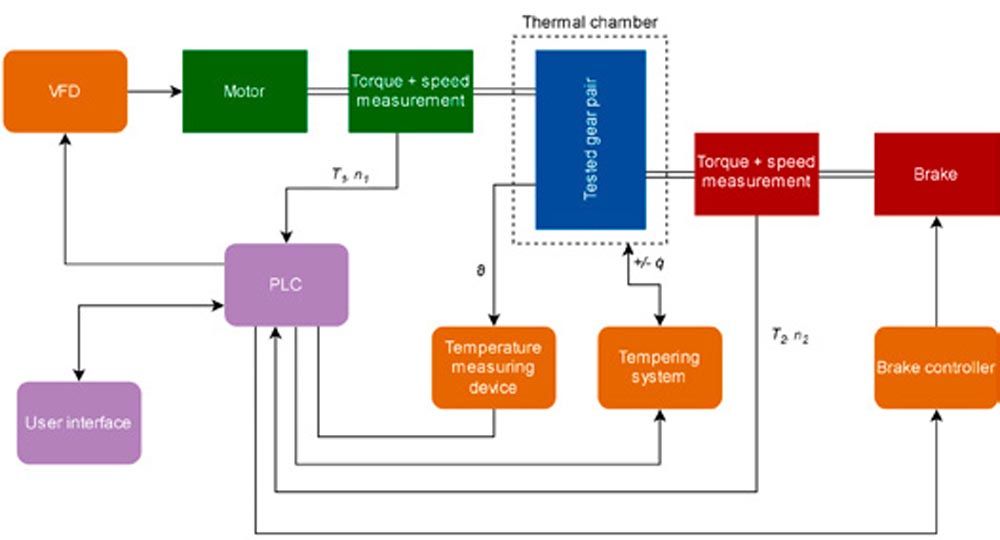
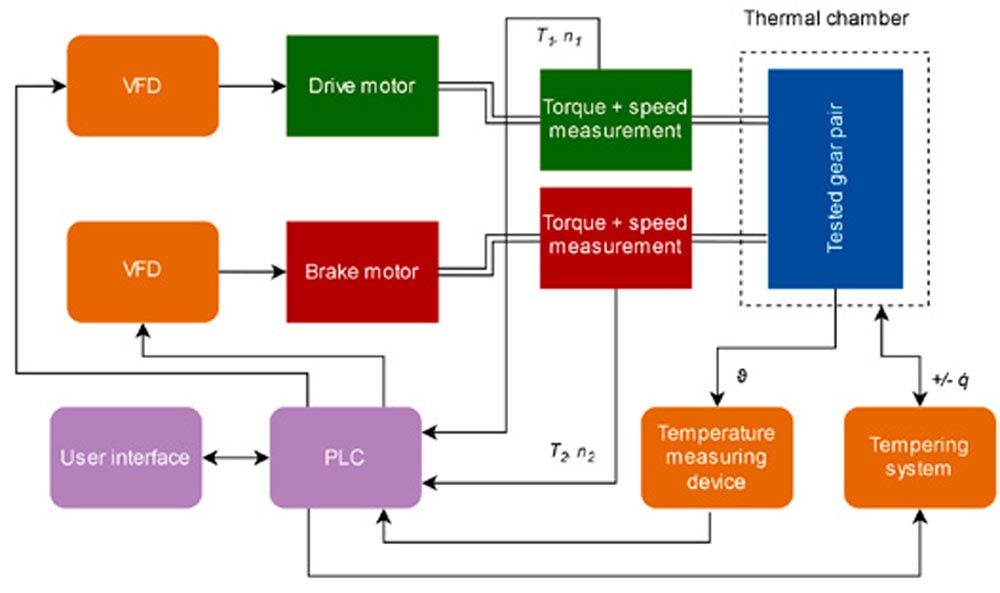
Another possible test bench layout is a mechanically open loop system, where on one side, the motion and power are applied by a motor, and on the braking shaft, the braking torque is usually applied by employing a brake or a generator. Such a test rig concept allows for a continuously adjustable center distance, enabling testing of several different gear geometries. By controlling the torque and speed on both sides, the load applied on the tested gear pair can be very accurately controlled.
Figure 7—Schematical representation of an open-loop test rig.
Additionally, the open-loop type test rig can be formed of a pair of electric motors where one provides the input driving torque to the pinion, while the other acts as a brake on the driven side. The drive and brake shafts can be positioned in parallel one next to the other in which case the motors have to be connected to both shafts via belts or chain transmissions. A schematic representation od this configuration is shown in Figure 8.
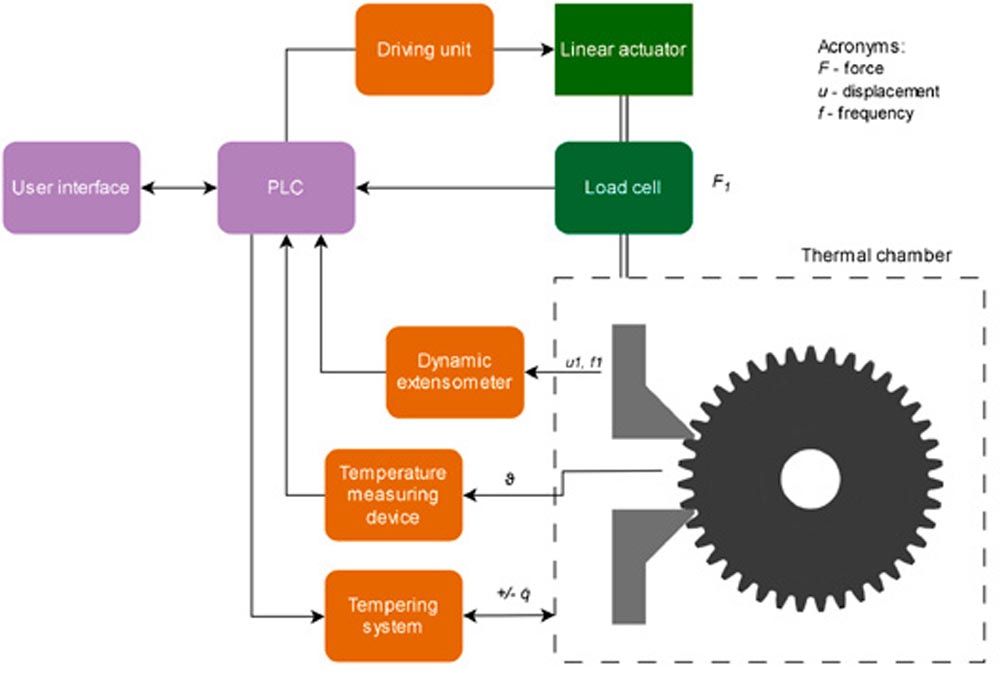
The fourth possible layout is the pulsator test rig, also called a single tooth bending test machine (Figure 9). In this type of test rig, a single tooth is subjected to pulsating cyclic loading in the tangential direction relative to the gear tooth. The limitation of the test rig is that it can only be employed to study root fatigue, while other possible failure modes e.g. wear, pitting or thermal overload cannot be observed. Another limitation is that the load on the tooth is not applied in exactly the same direction as when gears are meshing, requiring a suitable analytical model to correlate the results with gear meshing conditions.
Figure 8—Schematical representation of an open-loop test rig with parallel driving/braking motor configuration.
Figure 9—Schematical representation of a pulsator test rig.
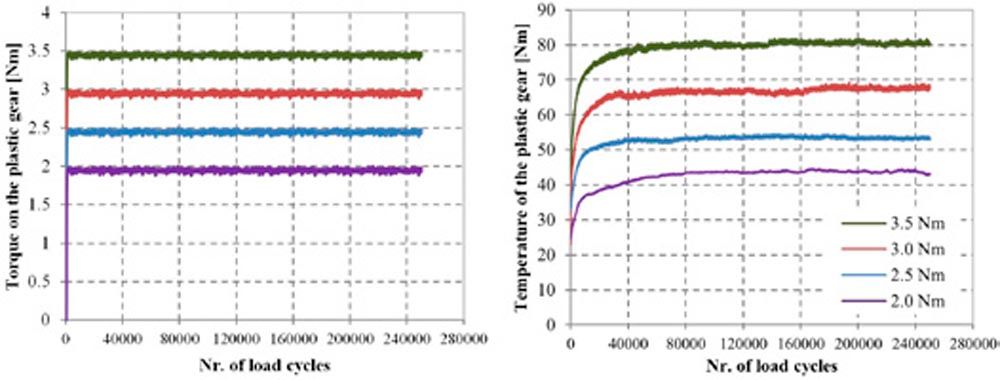
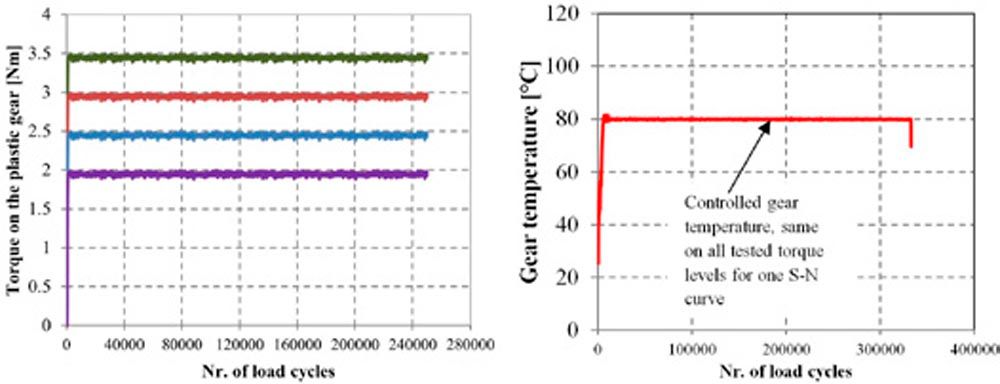
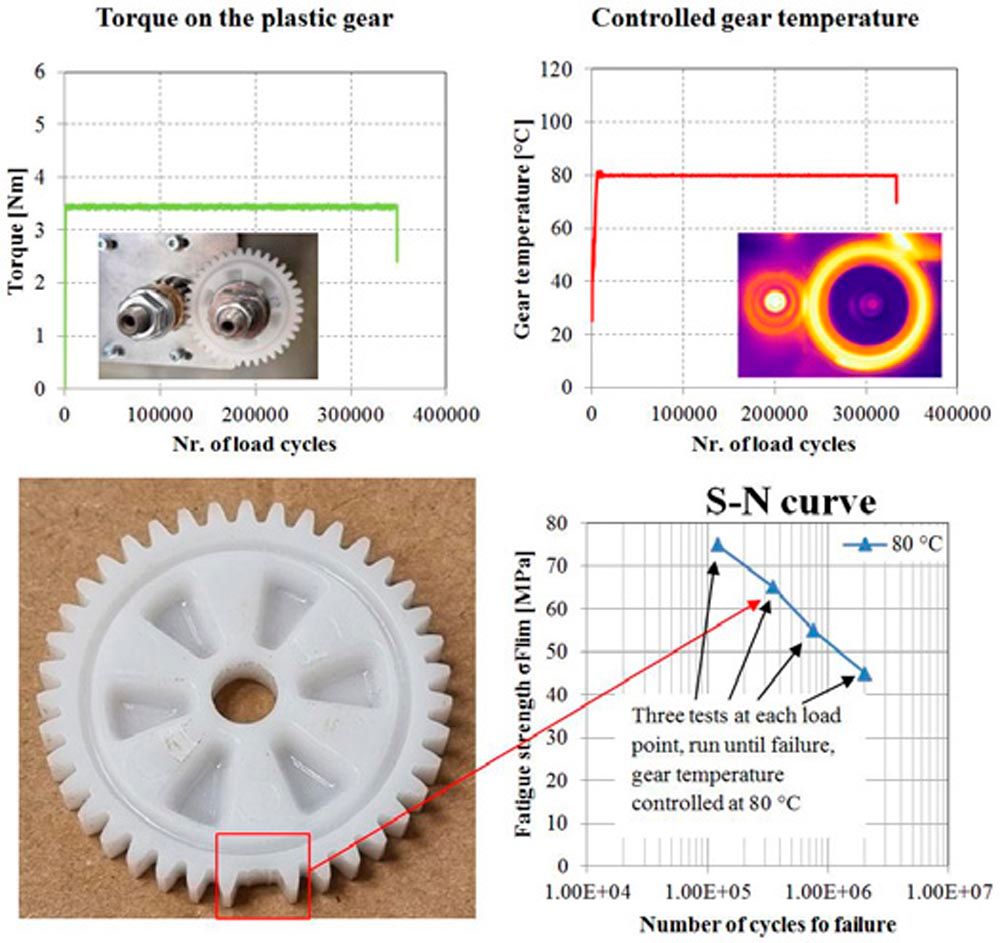
Irrespective of the test rig design, the most important testing conditions, i.e., the transferred torque, the plastic gear’s temperature, and the rotational speed need to be precisely controlled during the entire test. While torque and speed control can be quite easily achieved, controlling the plastic gear’s temperature is a bit more challenging. Tests conducted for S-N curve generation are usually performed at a selected rotational speed and various torque levels. The rate of heat generation and the resulting temperature rise depend strongly on the transmitted torque as can be seen in Figure 10. A sophisticated gear-temperature control system is therefore required to control the plastic gear’s temperature at a selected level, irrespective of the tested torque and rotational speed (Figure 11).
Figure 11—Tested loads and the controlled operating temperature of the plastic gear.
Figure 10—Tested loads and the resulting operating temperature measured on the plastic gear.
S-N Curve Testing
To avoid root fatigue failure, the root stress in a gear needs to be lower than the material’s fatigue strength limit for the required operating lifespan. To account for unexpected effects some additional safety is usually also included. The information on the material’s fatigue strength can be summarized in an S-N curve. To generate an S-N curve, several test repetitions need to be conducted at various loads, and all the samples need to be tested until a fatigue-induced failure occurs as shown in Figure 12. For gears, the S-N curves can be generated by extensive testing in a gear-on-gear application or by a single tooth bending test on a pulsator test stand. Both methods have their pros and cons.
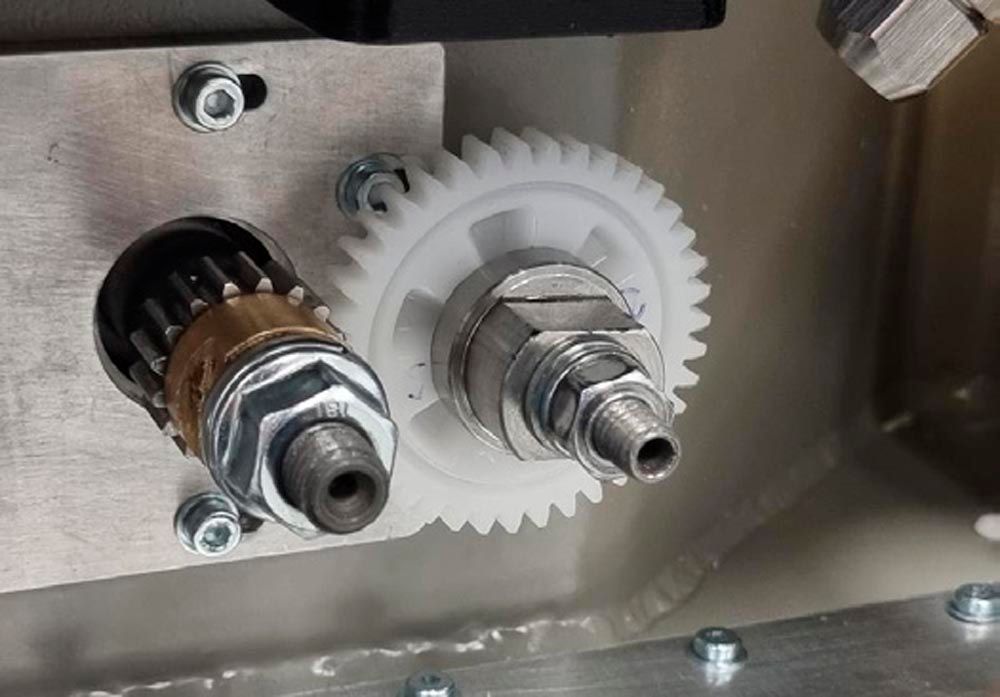
In a gear-on-gear test methodology usually a combination of a steel pinion and a plastic gear is employed as presented in Figure 13. The steel/plastic combination is most appropriate for the S-N curve testing since the curve is a property of a single material. Therefore, the failure should occur on the gear of which the material is being evaluated. In the case of a plastic/plastic combination, the failure would be close to impossible to control, and a situation could occur where it would not be possible to induce a failure on a gear made of material under evaluation. Another problem with a plastic/plastic gear combination would be a significantly increased tooth contact, and the actual stress in the material would further deviate from the calculated one. The one calculated by the analytical equation (VDI 2736 or DIN 3990 or ISO 6336), FEA provides an accurate stress calculation if the numerical model is set up accordingly.
While operating, the gears heat up. Friction between the meshing teeth and hysteretic effects are the main reasons for the temperature increase in plastic gears. The rate of heat generation and the resulting temperature rise depend on several factors, e.g., torque, rotational speed, coefficient of friction, lubrication, thermal conductivity, convection, gear geometry, etc. The mechanical properties (strength, hardness, elastic modulus) of polymers and polymer composites are strongly temperature-dependent. Therefore, several S-N curves, generated for different temperatures of the tested sample, are required for the design of plastic gears. Precise temperature control of tested gear samples is therefore crucial for the characterization of S-N curves for plastic gears. Advanced stopping algorithms need to be applied as well since the test needs to be stopped instantly once the first tooth is fractured, see Figure 14.
Figure 12—S-N curve generation; Tested gears need to be tested at least at four different load levels, where the torque is accurately controlled during testing. The operating temperature of the plastic gear needs to be controlled at a selected level at all tested torques. At least three test repetitions need to be conducted at each tested torque level to ensure repeatability. All tests need to be conducted until a fatigue-induced failure.
Figure 13—A combination of a steel pinion and a plastic gear is usually employed for the S-N curve generation. As the purpose of testing is to generate fatigue data on the selected plastic material, the failure needs to occur on the plastic gear. In a plastic/plastic configuration, the failure would be impossible to control, usually, both gears get damaged at the end of the test. Furthermore, the load-induced contact ratio increase would be even higher for a plastic/plastic gear configuration.
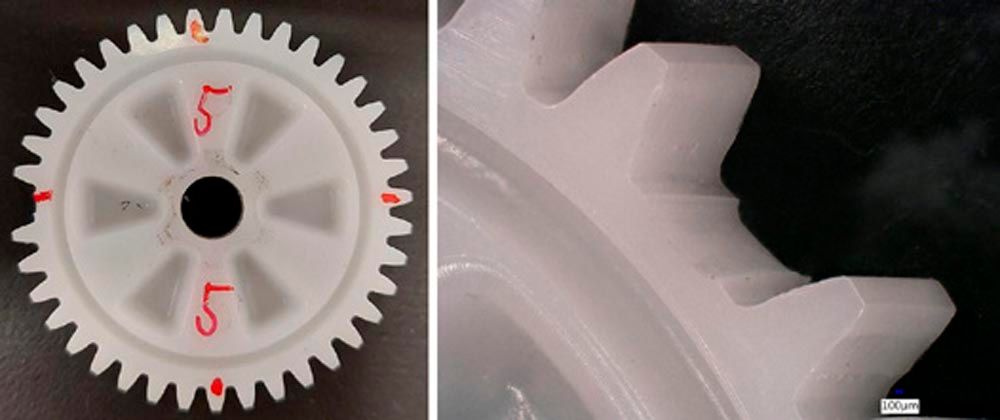
Figure 14—The root fatigue failure. The test should be stopped when the first tooth is fractured.
Wear Characterization
Wear behavior of plastic gears is also best studied by conducting gear tests. Reference gear pair testing is a far more complex testing method than the specimen-based tribological and fatigue tests, but more reliable results for the actual application can be acquired. Simple tribological tests, e.g. disk-on-disk can provide basic information about materials behavior in a rolling-sliding motion under non-conformal contact, but for an in-depth understanding of the wear behavior in the gear contact, gear testing needs to be conducted.
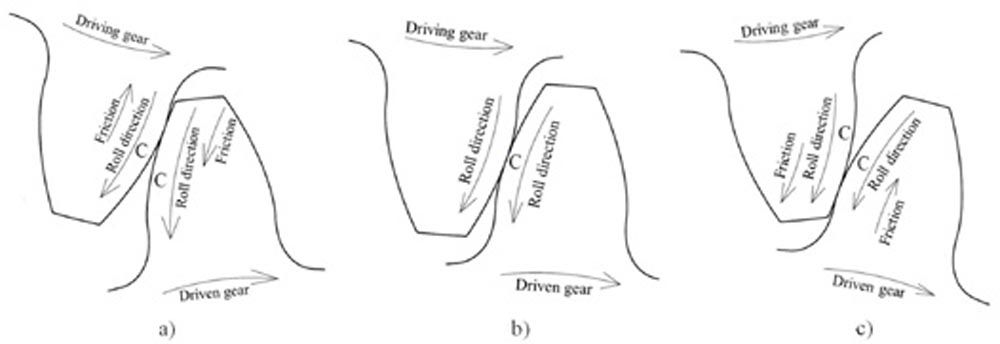
The contact conditions between the two meshing flanks are shown in Figure 15, rolling and sliding motion are present between the surfaces in contact. The direction of sliding and the frictional force are reversed when passing through the pitch point C. On the driven gear, the direction of sliding points is always towards the pitch point C, so the kinematic line is usually clearly visible on the worn gear surface. The main difference, when compared to the disk-on-disk test, is that with the disk-on-disk test, the sliding rate is constant all the time, and also the direction of the frictional force remains the same. The pin-on-disk test is even less suitable since there is only sliding motion present in contact without any rolling.
Figure 15—Contact conditions during gear meshing. The direction of friction changes once the contact passes the pitch point. The frictional force is on the driven gear always oriented towards the pitch point and vice-versa on the drive gear.
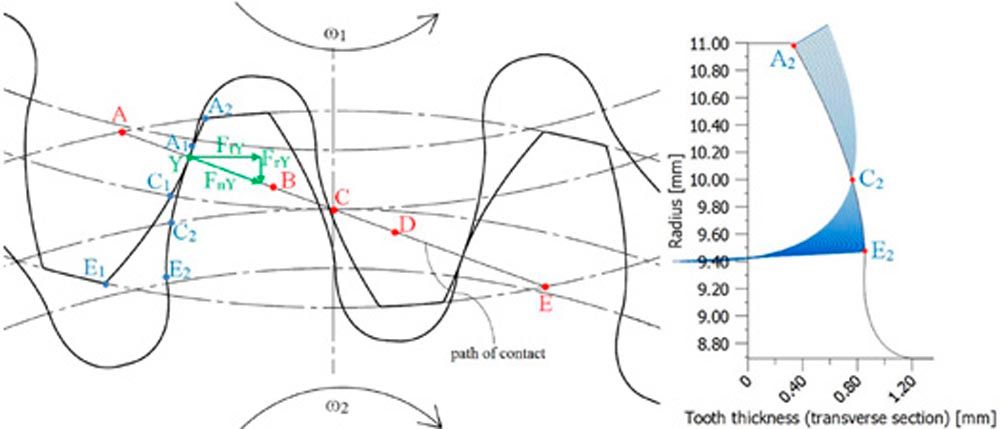
The gear meshing process is presented in Figure 16. The theoretical path of contact of the involute gears pair has the shape of a straight line. During operation, gears transfer torque, which results in a normal force FnY acting in an arbitrary meshing point Y between the two teeth in contact (Figure 16a). The normal force FnY can be decomposed to radial FrY and tangential force FtY. In involute gear pairs, the normal force acts along the path of contact. The gears start to mesh in point A, this is point A1 on the flank of the drive gear and point A2 on the flank of the driven gear. In the meshing area A-B, two pairs of teeth are in contact therefore the transmitted load is divided between them. Point B is the highest point of single-tooth contact for the driven gear. In the area B-D, the total load is transmitted only through one pair of teeth. Point D is the lowest point of single-tooth contact for the driven gear, at this point the next pair of teeth come into contact and the load in the area D-E is again transmitted via two pairs of teeth. Hence, the load on a single tooth is not constant during meshing along the path of contact. Meshing ends in point E, this is point E1 on the flank of the drive gear and point E2 on the flank of the driven gear. When gears are meshing from A to C, the flank part A1C1 on the drive gear is meshing with the flank part A2C2 on the driven gear. Due to the different lengths of the flank parts in contact, specific sliding occurs between the surfaces in contact (Figure 16b). Analogously, the same happens in the meshing part from C to E, except that when passing through the kinematic point C, the direction of sliding is reversed. Most sliding occurs in the root part of the tooth, where the greatest wear is to be expected. In theory, there is no sliding at pitch point C, only pure rolling. Due to tooth deflections, however, sliding is also present at point C. Such specific contact conditions can be best represented by a gear-on-gear test.
Figure 16—a) The theoretical meshing process of an involute gear pair; b) Representation of relative sliding along the active tooth profile.
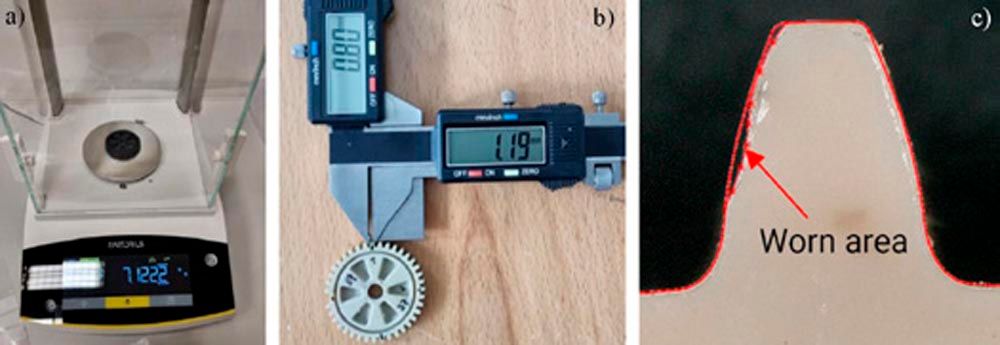
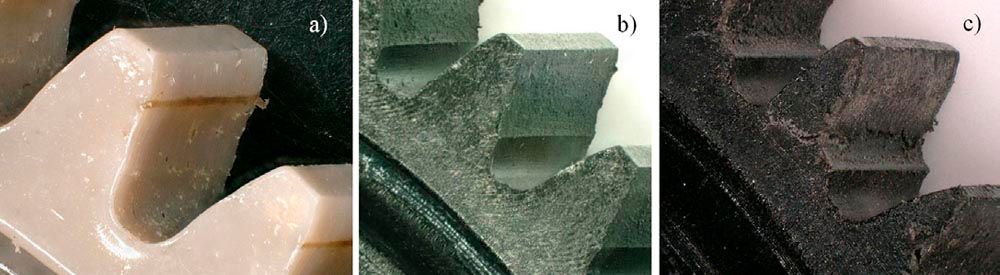
Different wear characterization methods can be used as presented in Figure 17. The most common ones are the gravimetric method and the tooth thickness reduction method. When employing the gravimetric method wear is characterized as the loss of mass, while in the tooth thickness reduction method, the wear is determined as the reduced tooth’s chordal thickness. Several advanced methods can also be used, e.g., image processing or optical measurements, however, these are more cost- and labor-intensive. The wear can be tracked during testing by conducting regular checkpoints or the wear is measured after a specified number of load cycles. Different stages of wear a presented in Figure 18.
Figure 17—Wear measuring techniques: a) gravimetric method; b) tooth thickness reduction method; c) image processing method
Figure 18—Wear in different stages: a) initial wear, the pitch region is visible; b) Significant wear, in practice usually still acceptable; c) Critical wear which led to failure.
COF Characterization
There are currently no methods that would enable to measure the coefficient of friction directly during gear operation. However, some methods enable the measurement of COF in conditions much closer to gear contact. The coefficient of friction can be assessed fairly well by the use of the disk-on-disk test configuration as shown in Figure 19. In such a test configuration two disks made of selected materials are pressed together with a controlled force and rotate, each with a respective rotational speed, as to generate a rolling and relatively sliding contact between them. All possible material combinations can be tested in such a test configuration, however, when testing plastics, the plastic sample’s temperature must be rigorously controlled as the coefficient of friction is also temperature dependent.
Figure 19—Disk-on-disk test configuration.
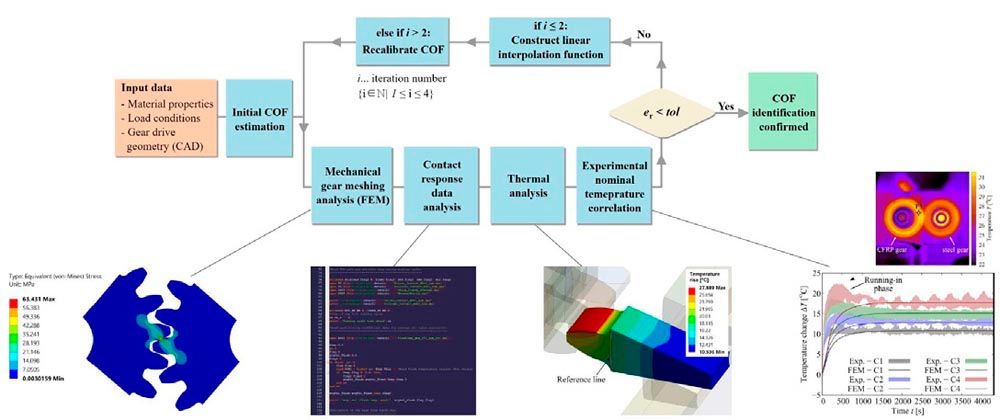
Another possibility to get a very good assessment of the COF is by employing an implicit characterization method as proposed by Černe et al. (Ref. 13). The flowchart of the method is presented in Figure 20 and more details can be found in Refs. 8 and 13.
Figure 20—Methodology for the implicit characterization of the coefficient of friction (Ref. 13).
Conclusions
Plastic gears offer several advantages over metal gears. With an increase in e-mobility and the growing demands on the user experience, where the NVH needs to be held at a minimum, plastic gears show great potential. They also provide great benefits in terms of cost optimization and energy savings.
For the reliable design of plastic gears, several different failure modes need to be considered. The VDI 2736 guideline provides methods and models to control individual failure modes in the gear design phase. A major problem preventing the use of these methods is the lack of gear-specific material data, which is required to conduct the required design and control calculations.
Outlook
The lack of reliable gear-specific material data is still a major problem for the design of plastic gears. The data currently available in the guidelines and commercial software packages was in large part generated in a non-consistent way without a traceable and repetitive process. For the generation of reliable material data, a standard is required that would define the test geometries, sample-production process, sample quality requirements, testing methods, and post-processing of the test data. With the emergence of an international standard and high-quality material data generated according to the procedures defined by the standard, the actual growth potential of plastic gears would be reached.
References
D. Zorko, J. Duhovnik, J. Tavčar, “Tooth bending strength of gears with a progressive curved path of contact,” J. Comput. Des. Eng., Vol. 8, 2021; pp. 1037–1058. https://doi.org/10.1093/jcde/qwab031
VDI 2736: Blatt 4, Thermoplastische Zahnräder, Ermittlung von Tragfähigkeitskennwerten an Zahnrädern, (2014).
H. Hachmann, E. Strickle, “Polyamide als Zahnradwerkstoffe (Polyamides as materials for gear wheels),” Konstruktion, Vol. 18, 1966; pp. 81–94.
Erhard, G., Weis, C., “Zur Berechnung der Zahn- und Flankentemperatur von Zahnrädern aus Polymerwerkstoffen (On the calculation of tooth and tooth flank temperatures in gear wheels made of polymeric materials),” Konstruktion, Vol. 39, 1987; pp. 423–430.
C.M.C.G. Fernandes, D.M.P. Rocha, R.C. Martins, L. Magalhães, J.H.O. Seabra, “Finite element method model to predict bulk and flash temperatures on polymer gears,” Tribol. Int., Vol. 120, 2018; pp. 255–268. https://doi.org/10.1016/j.triboint.2017.12.027
V. Roda-Casanova, F. Sanchez-Marin, “A 2D finite element based approach to predict the temperature field in polymer spur gear transmissions,” Mech. Mach. Theory, Vol. 133, 2019; pp. 195–210. https://doi.org/10.1016/j.mechmachtheory.2018.11.019
B. Černe, M. Petkovšek, J. Duhovnik, J. Tavčar, “Thermo-mechanical modeling of polymer spur gears with experimental validation using high-speed infrared thermography,” Mech. Mach. Theory, Vol. 146, 2020; p. 103734. https://doi.org/10.1016/j.mechmachtheory.2019.103734
DIN 3990: Calculation of load capacity of cylindrical gears, German national standard, (1987).
D. Zorko, “Effect of Process Parameters on the Crystallinity and Geometric Quality of Injection Molded Polymer Gears and the Resulting Stress State during Gear Operation,” Polymers, Vol. 15, 2023; p. 4118. https://doi.org/10.3390/polym15204118
ISO 1328-1:2013: Cylindrical gears—ISO system of flank tolerance classification—Part 1: Definitions and allowable values of deviations relevant to flanks of gear teeth, (2013).
ISO 1328-2:1997: Cylindrical gears—ISO system of accuracy—Part 2: Definitions and allowable values of deviations relevant to radial composite deviations and runout information, (1997).
B. Černe, Z. Bergant, R. Šturm, J. Tavčar, D. Zorko, “Experimental and numerical analysis of laminated carbon fibre-reinforced polymer gears with implicit model for coefficient-of-friction evaluation,” J. Comput. Des. Eng., Vol. 9, 2022; pp. 246–262. https://doi.org/10.1093/jcde/qwab083