



Index Introduces Multi-Spindle Lathe
Index recently introduced the new MS22C-8, from its Multiline series. The new modular eight-spindle machine opens up additional opportunities for fast multi-spindle parts machining, especially highly complex parts. The Index MS22C-8 NC multi-spindle automatic lathe has many applications throughout industries ranging from automotive to medical technology. It also produces small batches efficiently and economically. The versatile Index MS22C-8 can be bar-fed or loaded with chucked parts.
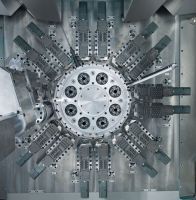
The MS22C-8 can accomplish turning, off-center drilling and thread cutting, inclined and cross-drilling, milling, multi-edge turning, hobbing, tooth milling, deep-hole drilling or slotting. Another benefit for the user is that all standard tool holders and tool holder system interfaces can be used with a range of popular adapters (Capto, HSK, VDI, Index systems). Each of the eight spindles, arranged in the well-known INDEX spindle drum, are assigned two cross-slides which can travel both on the X as well as on the Z-axis. Each cross-slide can be additionally equipped with a Y-axis.
Combined with a total of up to 16 cross-slides, the new eight-spindle machine is therefore a true multi-talent even for highly complex machining. The speed of each of the eight liquid-cooled spindles can be controlled separately. The fluid-cooled spindle drum keeps the thermal growth in the spindle carrier to a minimum. The advantage compared to the previous air-cooling approach is the higher power density in the spindle drum and the capability of energy recovery from the heated cooling fluid. In addition, the spindle bearing temperature can be kept at a low level, which also prolongs its service life and improves thermal stability.
The cross slides with integrated drive have a low-mass design with hydrostatic bearing support. Their low moment of inertia and resulting high dynamics facilitates outstanding acceleration in operation. The new MS22C-8 in double four-spindle mode actually runs as two machines working with one another simultaneously on a single base. Every second tool station always has simultaneous access to the same tools. When operated as an eight-spindle machine, the drum indexing angle from spindle to spindle is 45 degrees; if the machine operates with two times four spindles, the drum indexing angle is 90 degrees. Results from double four-spindle machining: two finished parts are produced by the machine per work cycle. In double rear end machining, there are six spindle positions available for front machining the workpiece and two spindle positions for rear end machining, and they all work simultaneously. With this approach, it is possible to machine the rear end of a workpiece during two drum indexing cycles.
After front machining, for which six spindle positions are available, workpieces are picked up by two rear machining units and machined simultaneously on the rear end. Because rear end machining is done during two drum indexing cycles, up to six tools can be used for this simultaneously with the other spindles. And because all cross slides are located at the same travel angle to one another, free chip flow is guaranteed in each position.
The advantage of hydrostatic sliding guide in the feed axis (Z) is their damping characteristic that prevents the transfer of the machining vibrations to the adjacent slide via the headstock. This helps to mitigate vibration and rattling while workpieces are being machined - even when the most diverse machining processes are being performed concurrently by the eight spindles. For example, one spindle can be used for heavy-duty roughing while high-precision finishing takes place on another spindle without sacrificing surface quality. In addition, the hydrostatic bearing is wear-free - there is neither friction nor a stick-slip effect.
