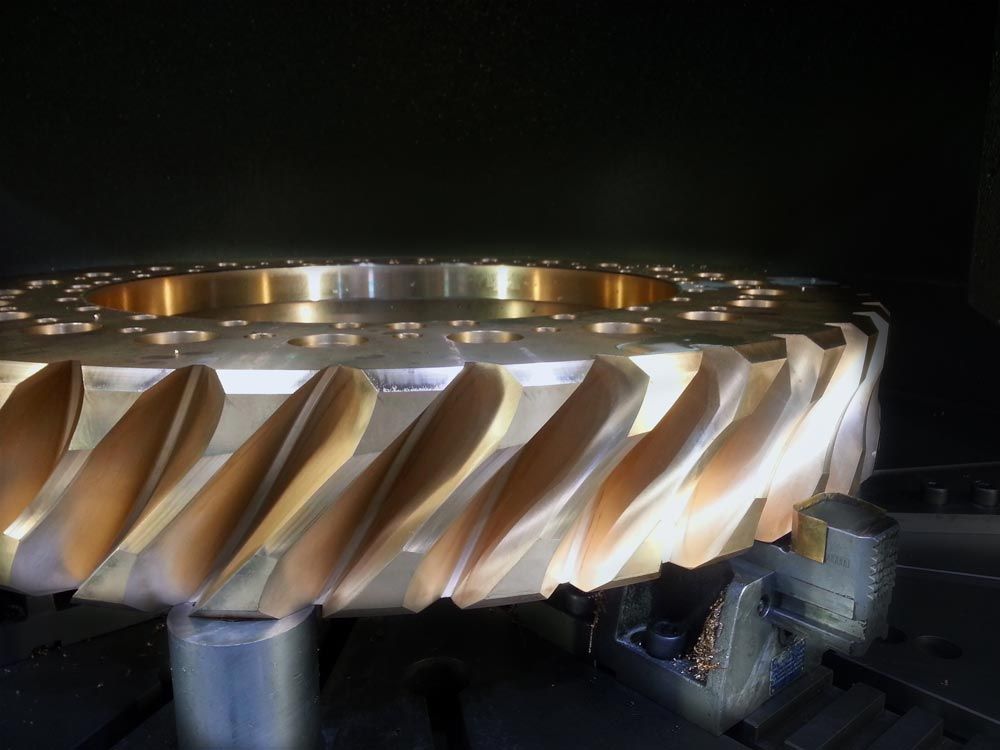
Of course, composite gear blanks are not a one-size-fits-all solution. The iron (or, in some cases, steel) hub and bronze alloy must be carefully designed so that the compressive load created by the shrinking bronze doesn’t crack the iron hub. This will vary depending on the bronze alloy used. Tin bronze, for example, works particularly well, while aluminum and manganese bronze alloys are more challenging. The provider should have a deep understanding of metallurgical properties and proprietary pre-melting and pour management techniques are critical to optimizing performance. It also beneficial if you can machine the gear blanks in-house so they arrive ready-to-hob.
For worm gear applications where a composite solution isn’t desirable, there are a variety of other bronze gear blank solutions to accommodate a wide range of application requirements. These include:
Centrifugal casting ensures uniform purity, weight, density, and quality throughout the gear blank. These bronze gear blanks put the strongest material at the outer edge for gear teeth that can withstand exceptionally high levels of strain, shear-stress, and overload without fracturing. Sizes range from 2 to 50 in. dia., up to 5,000 lbs.; one-off or in quantities in the thousands.
Chilled casting produces a bronze gear blank with fine grain structure and outstanding uniformity throughout. This produces chill cast bronze gear blanks at near-net-shape.
 The continuous cast process allows for part-specific casting, where simple features can be continuous cast into the raw material, thus providing a near-net shape.
The continuous cast process allows for part-specific casting, where simple features can be continuous cast into the raw material, thus providing a near-net shape.
Continuous cast bar blanks are made with an alternative casting method that is particularly competitive when applied to simple, low feature gear blank designs. The continuous cast process allows for part-specific casting, where simple features can be continuous cast into the raw material, thus providing a “near net” shape. High-speed in-house production flow is equipped to cut bars into pucks, then lathe-turn them into gear blanks or shafts at the speeds needed to meet higher volume requirements and Just in Time turn-around.
Shaft manufacturing, from any standard ferrous and nonferrous material, with ODs to 6.875 in. and lengths to 19 in., for gear shafts, propeller shafts, drive shafts and countless other applications. Cut lengths and complete machining all done in-house with late-model, highly productive CNC turning and machining centers. Advanced wear resistant materials, including hard metals, carbides, and metal oxide ceramics are engineered into highly resistant coatings for critical shaft sealing locations.
Alloy Chip Credit Program
As bronze has become more valuable as a commodity, so too has its scrap value, in the form of the volumes of chips produced during hobbing, shaping and other machining. Yet, the prices that gear manufacturers receive from their traditional metal scrap recyclers doesn’t reflect its true value.
Accurate Specialties’ Chip Credit Program offers a strong incentive to instead direct this ‘waste stream’ of chips back to us. We pay customers 90 percent of the market value of the alloy as a credit to their account. We then clean the chips of grease and oil and return them directly to the foundry for melting and re-use as blanks. The program is today accounting for approximately 20 tons of recycled bronze alloy per year. Our customers also benefit from the savings that result from our inventory management programs, all designed to reduce their raw material and machining costs.
Sourcing Blanks
Fisher Barton is a metallurgical innovation partner for high wear and cutting components. Engineers understand the behavior of material and the application of proprietary heat treating and surface engineering solutions that reimagine a component’s lifespan beyond the core manufacturing capabilities of stamping, bending, forming, cutting, welding, machining and casting. These capabilities offer more than just a foundry and machine shop.
fisherbarton.com/gears