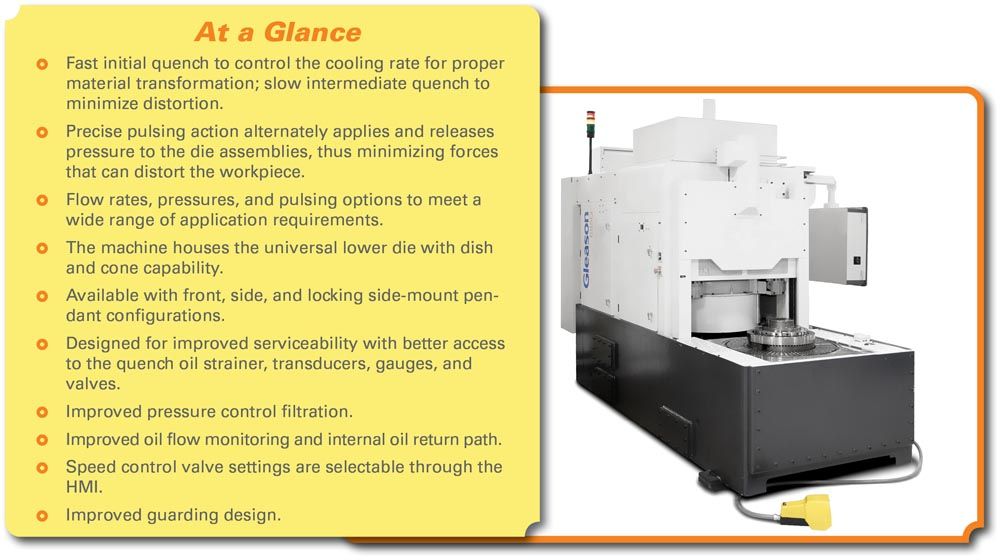
Take Control of Quenching
Press quenching technology for more hardening consistency, improved operator efficiency, and faster throughput of a wide range of gears and other close-tolerance cylindrical components
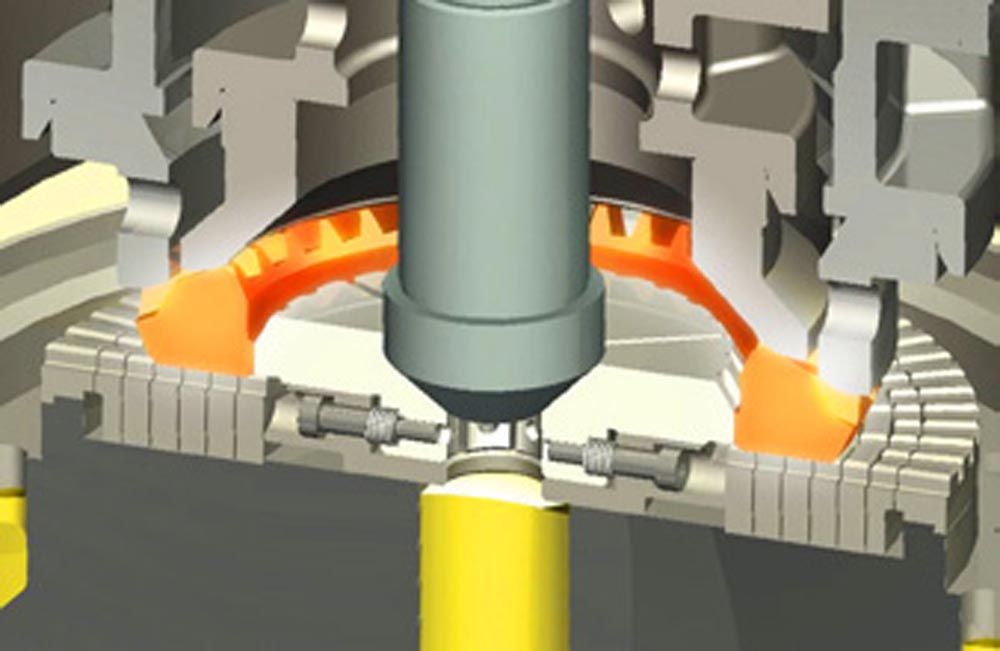
Robot with appropriate end-of-arm tooling loads the red-hot part onto the expanding die quench tooling on the quenching table.
Ian Schickling, Bevel Workholding Lead Engineer, Gleason Workholding Products
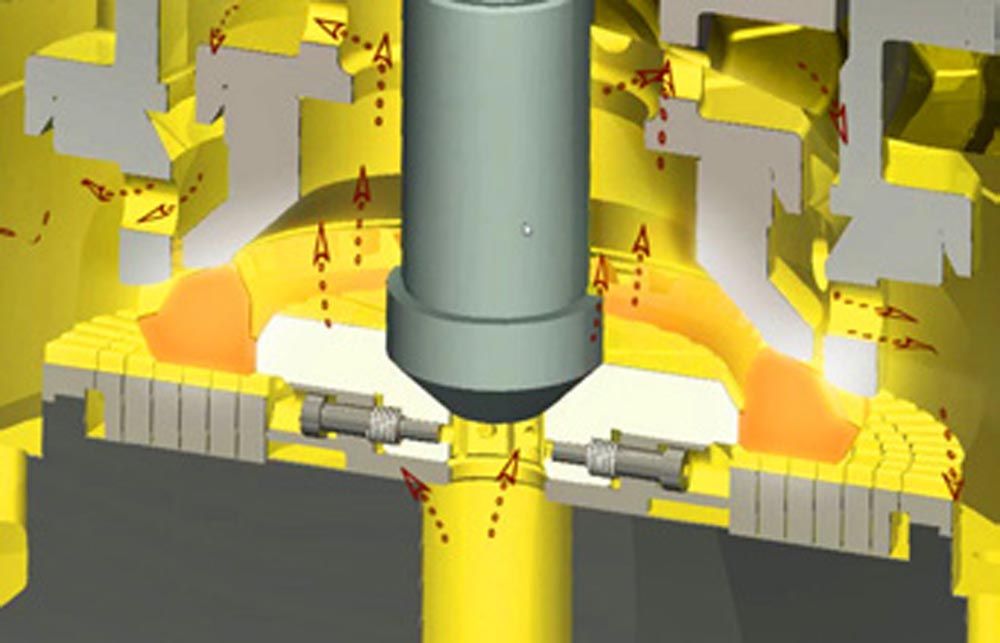
Press quenching is a tried-and-true process for the controlled hardening of flat, circular close tolerance parts. The process ensures good dimensional control and uniform hardening, thus allowing for seamless processing post heat treatment. The most common method of quenching used in the quench presses built by Gleason and others utilizes the circulation of temperature-controlled oil through a defined path and at a specified rate of flow around the part being quenched, to rapidly cool the part. During this process, die quench tooling is used to hold the component with precisely controlled force. Today, however, with demand growing fast for improved quality and faster, more efficient throughput for parts of these types and sizes, a better press quenching solution is required, which is what led to Gleason’s new 685Q.
Smarter, Faster, More Efficient
The 685Q offers increased productivity. With its Siemens Programmable Logic Controller, the 685Q significantly reduces setup and part changeover time. Automated setup ensures repeatability of all setup functions, including expander, inner/outer ring pressures, quench oil flow rates, cycle times, and pulsing.
Additionally, the machine has been designed from the ground up to deliver excellent part quality with minimum distortion and positive control of material hardness and uniformity.