




IMTS Future Tech
The Digital Manufacturing Revolution Evolves in 2020 IMTS will offer two comprehensive digital programs, IMTS Network and IMTS Spark to assist exhibitors and the manufacturing community. IMTS is fully committed to returning to McCormick Place as scheduled for its normal rotation, September 13-18, 2022. (www.imts.com) “The show has been held uninterrupted for more than 80 years, but now the global coronavirus health crisis requires the cancellation of what would have been the 34th edition of IMTS for the health and safety of our exhibitors, audiences and local business community,” said Peter Eelman, vice president and CXO at AMT – The Association For Manufacturing Technology, which owns and produces IMTS. “Our organization and its members take immense pride in presenting one of the world’s largest manufacturing technology events, one that dates back to 1927. The cancellation is especially poignant because the show was poised to offer an unmatched breadth and depth of resources to help industry rethink, reestablish and reengage with supply chains disrupted by COVID-19.” While acknowledging that an in-person show can never be replaced with a digital event, Eelman said IMTS feels a responsibility to provide exhibitors and visitors a way to connect. “IMTS Network and IMTS Spark will provide the IMTS exhibitors and visitors with connections, networking opportunities and technical knowledge,” said Eelman. The IMTS Network will live-stream a wide variety of features and human-interest stories from the Manufacturing Technology sector. IMTS Spark, a new program, will be a comprehensive digital platform that connects IMTS exhibitors and visitors, provides educational and networking opportunities. Typically, Gear Technology and PTE fills the August and September issues with IMTS Booth Previews and the latest relevant products and technologies. In 2020, we’re taking a similar approach offering our Technology Showcase which is the digital equivalent of our regular IMTS coverage. Check back on the websites throughout September for additional information. Technology Showcase: IMTS Digital 2020 Bourn & Koch Offers Two Flagship Gear Manufacturing Machines  Bourn & Koch had planned to feature their two flagship gear manufacturing machines, the 400H & Fellows 10-4 retrofit, their newly redesigned and re-engineered Blanchard 22AD-42 and, a brand new multifunctional machine tool platform, the MT3 at IMTS 2020. Each of these machines has new features and functions that are sure to provide a best-in-class machine tool solution, offering increased productivity and quality. The Bourn & Koch 400H horizontal gear hobber provides high quality gears in a compact foot print. The 400H can produce AGMA Class 10 gears on parts up to 406.4mm in diameter with a standard axial travel of 1930mm. A max 6.4mm module gear can be cut on the machine. In recent years, Bourn & Koch has focused refining the programming software for their gear hobbing machines. The latest iteration of their gear hobbing human machine interface (HMI) allows for users to conversationally program the machine via 19.5” touch screen interface for entering all gear data and tool data. Up to six surfaces can be programmed on one gear with up to six cuts per surface, allowing for maximum control over the hobbing process. The HMI also features an Expert Mode, that allows for even more control over the process for well experienced operators. The 400H has available 5:1 and 12:1 hob heads with six axes of CNC control. The machine comes standard with a programmable CNC tail stock, automatic hob shift, and hob swivel. The 400H’s work spindle is accurately driven by an integral motor and is compatible with tooling from Barber-Colman gear hobbers, making the upgrade to CNC a less costly endeavor. The Fellows 10-4 Retrofit gear shaping machine is an update to modern technology on a classic piece of American-Machine tool ingenuity. Bourn & Koch has had a long history of providing high quality new and remanufactured models of Fellows gear shapers. This latest offering to the market provides the same quality that we have become known for in a more compact, maintainable, and economical package. The 10-4 Retrofit features a Fanuc 35i CNC control making effective use of Macro Executor to provide a familiar programming interface for those that have been using Fellows gear shapers for decades. The machine’s new guarding package and smaller hydraulic unit reduces the footprint by 16 square feet. The machine comes standard with a mechanical guide and t-slot worktable. Additional custom workholding options are available based on application. The machine is now more adjustable via numerous improvements in design. The table infeed and work spindle are now converted over to direct drive design as well, further reducing the amount of mechanical components and increasing machine accuracy to produce high quality shaped gears. Blanchard is a name synonymous with surface grinding. The famous “Blanchard grind” is easy to spot as a mark of quality and accuracy. Bourn & Koch’s newly redesigned Blanchard 22AD-42 takes the rugged, heavy duty design of their rotary surface grinder and updates it to today’s standards. The new machine comes with a full stainless steel enclosure featuring an automatic roll up door. The new enclosure design is leak proof, allows for easy mist collection, and has the potential for automation. One of the most exciting features of the new Blanchard 22AD-42 is the power dresser, which allows operators to dress the grinding wheel at a pre-programmed amount with the push of a button. Many upgrades the machine’s design were incorporated as well, including direct drive updates to the grinding spindle and work table, addition of polymer concrete for vibration damping, a base flushing system to aid in cleanliness, and a new Blanchard grinding HMI that is easy to learn and program. The machine comes standard with a 50HP spindle motor with the option to upgrade to 100HP, effectively doubling the machine’s productivity. The newest addition to Bourn & Koch’s line-up of American-Made machine tools is the MT3, a multifunctional machine tool platform capable of performing grinding, milling, turning, and drilling/tapping machining operations on a workpiece in one set-up. The machine is primarily designed as a value engineered vertical cylindrical grinder, supplementing Bourn & Koch’s current VBG offering in that arena. The MT3 comes standard with a 42” diameter t-slot worktable and precision grinding spindle with an HSK-50A connection. The machine’s spindles are interchangeable via the innovative HBK-200 clamping system, allowing for the right spindle to be used for the application. The machine will be equipped with custom workholding from Advanced Machine & Engineering to manufacture a hob spindle cartridge from one of Bourn & Koch’s 400H hobbers in one setup. The machine is expandable from a vertical grinder to a “one and done” machine tool system, incorporating various spindles and tools into an added optional cell that are automatically changed via Fanuc R2000 robot and Bourn & Koch’ Alien Claw end of arm tooling, allowing for quick change of most tools and spindles. A spindle rack and disc style tool changer are incorporated to the cell to manage the various tools and spindles for the required operations. The machine is programmed via combination of Bourn & Koch’s grinding HMI and Fanuc Manual Guide-i, employing a Fanuc 0i CNC control for all machine functions. A virtual Y-Axis allows for the machine to perform standard milling functions. The MT3 spindle features a powerful Fanuc Beta-il 160M motor capable of producing 30kW from 2000-10000 RPM, providing ample power and range for a wide variety of grinding, milling, and drilling/tapping applications. This machine platform is modular with future plans for a vertical gear hobbing machine and a five-axis machining center in the works. Virtual demonstrations are currently available, contact machinesales@bourn-koch.com for details. For more information: Bourn and Koch Phone: (815) 298-5485 www.bourn-koch.com Dillon Manufacturing Offers Special Top Jaws
Bourn & Koch had planned to feature their two flagship gear manufacturing machines, the 400H & Fellows 10-4 retrofit, their newly redesigned and re-engineered Blanchard 22AD-42 and, a brand new multifunctional machine tool platform, the MT3 at IMTS 2020. Each of these machines has new features and functions that are sure to provide a best-in-class machine tool solution, offering increased productivity and quality. The Bourn & Koch 400H horizontal gear hobber provides high quality gears in a compact foot print. The 400H can produce AGMA Class 10 gears on parts up to 406.4mm in diameter with a standard axial travel of 1930mm. A max 6.4mm module gear can be cut on the machine. In recent years, Bourn & Koch has focused refining the programming software for their gear hobbing machines. The latest iteration of their gear hobbing human machine interface (HMI) allows for users to conversationally program the machine via 19.5” touch screen interface for entering all gear data and tool data. Up to six surfaces can be programmed on one gear with up to six cuts per surface, allowing for maximum control over the hobbing process. The HMI also features an Expert Mode, that allows for even more control over the process for well experienced operators. The 400H has available 5:1 and 12:1 hob heads with six axes of CNC control. The machine comes standard with a programmable CNC tail stock, automatic hob shift, and hob swivel. The 400H’s work spindle is accurately driven by an integral motor and is compatible with tooling from Barber-Colman gear hobbers, making the upgrade to CNC a less costly endeavor. The Fellows 10-4 Retrofit gear shaping machine is an update to modern technology on a classic piece of American-Machine tool ingenuity. Bourn & Koch has had a long history of providing high quality new and remanufactured models of Fellows gear shapers. This latest offering to the market provides the same quality that we have become known for in a more compact, maintainable, and economical package. The 10-4 Retrofit features a Fanuc 35i CNC control making effective use of Macro Executor to provide a familiar programming interface for those that have been using Fellows gear shapers for decades. The machine’s new guarding package and smaller hydraulic unit reduces the footprint by 16 square feet. The machine comes standard with a mechanical guide and t-slot worktable. Additional custom workholding options are available based on application. The machine is now more adjustable via numerous improvements in design. The table infeed and work spindle are now converted over to direct drive design as well, further reducing the amount of mechanical components and increasing machine accuracy to produce high quality shaped gears. Blanchard is a name synonymous with surface grinding. The famous “Blanchard grind” is easy to spot as a mark of quality and accuracy. Bourn & Koch’s newly redesigned Blanchard 22AD-42 takes the rugged, heavy duty design of their rotary surface grinder and updates it to today’s standards. The new machine comes with a full stainless steel enclosure featuring an automatic roll up door. The new enclosure design is leak proof, allows for easy mist collection, and has the potential for automation. One of the most exciting features of the new Blanchard 22AD-42 is the power dresser, which allows operators to dress the grinding wheel at a pre-programmed amount with the push of a button. Many upgrades the machine’s design were incorporated as well, including direct drive updates to the grinding spindle and work table, addition of polymer concrete for vibration damping, a base flushing system to aid in cleanliness, and a new Blanchard grinding HMI that is easy to learn and program. The machine comes standard with a 50HP spindle motor with the option to upgrade to 100HP, effectively doubling the machine’s productivity. The newest addition to Bourn & Koch’s line-up of American-Made machine tools is the MT3, a multifunctional machine tool platform capable of performing grinding, milling, turning, and drilling/tapping machining operations on a workpiece in one set-up. The machine is primarily designed as a value engineered vertical cylindrical grinder, supplementing Bourn & Koch’s current VBG offering in that arena. The MT3 comes standard with a 42” diameter t-slot worktable and precision grinding spindle with an HSK-50A connection. The machine’s spindles are interchangeable via the innovative HBK-200 clamping system, allowing for the right spindle to be used for the application. The machine will be equipped with custom workholding from Advanced Machine & Engineering to manufacture a hob spindle cartridge from one of Bourn & Koch’s 400H hobbers in one setup. The machine is expandable from a vertical grinder to a “one and done” machine tool system, incorporating various spindles and tools into an added optional cell that are automatically changed via Fanuc R2000 robot and Bourn & Koch’ Alien Claw end of arm tooling, allowing for quick change of most tools and spindles. A spindle rack and disc style tool changer are incorporated to the cell to manage the various tools and spindles for the required operations. The machine is programmed via combination of Bourn & Koch’s grinding HMI and Fanuc Manual Guide-i, employing a Fanuc 0i CNC control for all machine functions. A virtual Y-Axis allows for the machine to perform standard milling functions. The MT3 spindle features a powerful Fanuc Beta-il 160M motor capable of producing 30kW from 2000-10000 RPM, providing ample power and range for a wide variety of grinding, milling, and drilling/tapping applications. This machine platform is modular with future plans for a vertical gear hobbing machine and a five-axis machining center in the works. Virtual demonstrations are currently available, contact machinesales@bourn-koch.com for details. For more information: Bourn and Koch Phone: (815) 298-5485 www.bourn-koch.com Dillon Manufacturing Offers Special Top Jaws  Special Top Jaws from Dillon Manufacturing can be manufactured from copper, brass, delrin, tool steel, 1018, 1045, 4140, 8620, A-2, 6061 aluminum, and stainless steel, in configurations to grip a components ID, OD or a combination of both, to suit any workholding application. Available in soft or hard jaws, or full grip jaws, for virtually any chuck manufacturer. A comprehensive website (see below) provides complete details and includes an “easy quote” format with “fill-in-the-blanks” convenience. Dillon standard and custom chuck jaws and collet pads and jaws are ideal for high speed machining, as well as precision boring, tapping, drilling and finishing across virtually all industrial markets. Dillon custom, special, or modified hard, soft or full grip top jaws are manufactured with industry-best turnaround time, which saves time and money by reducing downtime. For more information: Dillon Manufacturing, Inc. Phone: (800) 428-1133 https://dillonmfg.com/special-jaws EMAG Introduces VLC 350 GT
Special Top Jaws from Dillon Manufacturing can be manufactured from copper, brass, delrin, tool steel, 1018, 1045, 4140, 8620, A-2, 6061 aluminum, and stainless steel, in configurations to grip a components ID, OD or a combination of both, to suit any workholding application. Available in soft or hard jaws, or full grip jaws, for virtually any chuck manufacturer. A comprehensive website (see below) provides complete details and includes an “easy quote” format with “fill-in-the-blanks” convenience. Dillon standard and custom chuck jaws and collet pads and jaws are ideal for high speed machining, as well as precision boring, tapping, drilling and finishing across virtually all industrial markets. Dillon custom, special, or modified hard, soft or full grip top jaws are manufactured with industry-best turnaround time, which saves time and money by reducing downtime. For more information: Dillon Manufacturing, Inc. Phone: (800) 428-1133 https://dillonmfg.com/special-jaws EMAG Introduces VLC 350 GT  What will the cars on the street look like in the future? A new study by the Boston Consulting Group forecasts a mix of gasoline and diesel engines (48 percent), hybrid vehicles (33 percent) and completely electric (19 percent). For OEM’s and supply companies, this means that there will be a variety of conventional components, such as transmission gears, as well as new transmission components, produced in the future – in alternation and with a large amount of cost-pressure. The EMAG VLC 350 GT turning/grinding machine shows how this challenging task can be implemented, efficiently, in production. Different hard machining processes are performed on chucked components with a maximum diameter of up to 350 millimeters in succession and in a single clamping operation. Users benefit from a flexible solution with an excellent price-performance ratio. Large output quantities, precise machining processes and massive cost pressure— transmission manufacturing requirements are demanding and will only become more demanding in the future as the automotive industry continues to evolve in this area. It is likely that in the future, there will be even more transmission variations to consider. How can manufacturers meet these challenges? EMAG provides a striking answer to this question with its VLC GT series, one of the most successful innovations released by the South German company in recent months. Two years ago, the VLC 200 GT was released - the “GT” in the name stands for “grinding” and “turning”. It hints at the main strength of this machine: the combination of grinding and turning (and additional processes) with the proven pick-up automation from EMAG, allowing for countless manufacturing solutions. This variety of technology allows the machine to cover the entire range of machining operations required for transmission components. With the introduction of the VLC 350 GT machine to the market, EMAG is expanding on the capabilities of the VLC 200 GT and can machine components up to 350 millimeters (14 in) in diameter. With this system, for the first time ever EMAG can offer the option of integrating a grinding spindle with an NC swiveling axis. This can hold, for example, cylindrical grinding elements for grinding internal bore holes. What is the overall strategy behind this new development? “Among other things, we are aiming at developing solutions for manufacturing processes with smaller batch sizes that inevitably involve many retooling processes,” explains Marina Manger from EMAG Sales. “In these applications, the fact that the machine includes several different grinding spindles from the outset is an obvious advantage. The machining area also provides plenty of space, so the machine is ready to handle any task.” The VLC 350 GT performs the traditional hard machining of gears—from hard turning of end faces to pre-turning of the bore hole, and outer synchronizing taper to finish grinding of these contours—as well as of many other chucked components with internal taper. For the latter, the internal grinding spindle with NC swiveling axis pays off: End face turning: Loading (and subsequent unloading) is performed at high speeds with a pick-up spindle. The machining operation starts with hard turning of the end faces. Contour turning: Depending on the component geometry, inner contours (with one or two tapers), a cylindrical borehole and the outer synchronizing taper can be pre-turned in the second step. Inner contour grinding: The use of a cylindrical grinding element on the swiveling NC axis makes it possible to machine various internal taper angles. To do this, the grinding spindle is swivels precisely to the required angle in each case. Any required boreholes are completed like this (with a zero-degree grinding angle). Outer counter grinding: The final operation consists of grinding the outer synchronizing taper with the external grinding spindle. “If a customer wants to machine a wide range of parts with many different bore holes, we can also integrate two internal grinding spindles in the VLC 350 GT,” says Marina Manger. “The reason for this is that smaller boreholes require the grinding element to operate at higher speeds, while large borehole diameters instead require a lower speed. In certain circumstances, this cannot be achieved with a single grinding spindle.” In addition, it is crucial that the combined machining operation consisting of (hard) turning and grinding ensures fast processes and high machining quality: The residual machining allowance after turning is only a few millimeters. The grinding process with corundum or CBN grinding wheels is significantly shorter. Considering the low residual machining allowance, the specification of the grinding wheel can also be geared more specifically toward final quality. An integrated measuring probe checks the diameter and length of the component after the process. In addition, a linear motor in the X-axis ensures short chip-to-chip times, because it moves the components to the machining position particularly fast. There are a variety of possible applications for the VLC 350 GT, with respect to desired production volume for example, as Marina Manger stresses: “Owing to its performance, the machine is perfect for medium and high-volume production. Its ease of tooling, including two large doors and accessible tools, as well as its flexibility in terms of configuration, as mentioned above, nevertheless also make it interesting for small batch sizes with frequently changing production tasks.” The machine can be loaded manually or integrated in production lines. Last but not least, EMAG offers the VLC 350 GT to its customers with an attractive price-performance ratio. This is made possible by using tried-and-tested standard components. “We are very optimistic that this approach will establish itself in the market,” concludes Manger. “The combination of fast processes, low tool costs and flexible application options has already convinced many production planners of the predecessor machine.” For more information: EMAG LLC Phone: (248) 477-7440 www.emag.com Gleason Corporation Promotes Hard Finishing Cell and Gear Rolling System
What will the cars on the street look like in the future? A new study by the Boston Consulting Group forecasts a mix of gasoline and diesel engines (48 percent), hybrid vehicles (33 percent) and completely electric (19 percent). For OEM’s and supply companies, this means that there will be a variety of conventional components, such as transmission gears, as well as new transmission components, produced in the future – in alternation and with a large amount of cost-pressure. The EMAG VLC 350 GT turning/grinding machine shows how this challenging task can be implemented, efficiently, in production. Different hard machining processes are performed on chucked components with a maximum diameter of up to 350 millimeters in succession and in a single clamping operation. Users benefit from a flexible solution with an excellent price-performance ratio. Large output quantities, precise machining processes and massive cost pressure— transmission manufacturing requirements are demanding and will only become more demanding in the future as the automotive industry continues to evolve in this area. It is likely that in the future, there will be even more transmission variations to consider. How can manufacturers meet these challenges? EMAG provides a striking answer to this question with its VLC GT series, one of the most successful innovations released by the South German company in recent months. Two years ago, the VLC 200 GT was released - the “GT” in the name stands for “grinding” and “turning”. It hints at the main strength of this machine: the combination of grinding and turning (and additional processes) with the proven pick-up automation from EMAG, allowing for countless manufacturing solutions. This variety of technology allows the machine to cover the entire range of machining operations required for transmission components. With the introduction of the VLC 350 GT machine to the market, EMAG is expanding on the capabilities of the VLC 200 GT and can machine components up to 350 millimeters (14 in) in diameter. With this system, for the first time ever EMAG can offer the option of integrating a grinding spindle with an NC swiveling axis. This can hold, for example, cylindrical grinding elements for grinding internal bore holes. What is the overall strategy behind this new development? “Among other things, we are aiming at developing solutions for manufacturing processes with smaller batch sizes that inevitably involve many retooling processes,” explains Marina Manger from EMAG Sales. “In these applications, the fact that the machine includes several different grinding spindles from the outset is an obvious advantage. The machining area also provides plenty of space, so the machine is ready to handle any task.” The VLC 350 GT performs the traditional hard machining of gears—from hard turning of end faces to pre-turning of the bore hole, and outer synchronizing taper to finish grinding of these contours—as well as of many other chucked components with internal taper. For the latter, the internal grinding spindle with NC swiveling axis pays off: End face turning: Loading (and subsequent unloading) is performed at high speeds with a pick-up spindle. The machining operation starts with hard turning of the end faces. Contour turning: Depending on the component geometry, inner contours (with one or two tapers), a cylindrical borehole and the outer synchronizing taper can be pre-turned in the second step. Inner contour grinding: The use of a cylindrical grinding element on the swiveling NC axis makes it possible to machine various internal taper angles. To do this, the grinding spindle is swivels precisely to the required angle in each case. Any required boreholes are completed like this (with a zero-degree grinding angle). Outer counter grinding: The final operation consists of grinding the outer synchronizing taper with the external grinding spindle. “If a customer wants to machine a wide range of parts with many different bore holes, we can also integrate two internal grinding spindles in the VLC 350 GT,” says Marina Manger. “The reason for this is that smaller boreholes require the grinding element to operate at higher speeds, while large borehole diameters instead require a lower speed. In certain circumstances, this cannot be achieved with a single grinding spindle.” In addition, it is crucial that the combined machining operation consisting of (hard) turning and grinding ensures fast processes and high machining quality: The residual machining allowance after turning is only a few millimeters. The grinding process with corundum or CBN grinding wheels is significantly shorter. Considering the low residual machining allowance, the specification of the grinding wheel can also be geared more specifically toward final quality. An integrated measuring probe checks the diameter and length of the component after the process. In addition, a linear motor in the X-axis ensures short chip-to-chip times, because it moves the components to the machining position particularly fast. There are a variety of possible applications for the VLC 350 GT, with respect to desired production volume for example, as Marina Manger stresses: “Owing to its performance, the machine is perfect for medium and high-volume production. Its ease of tooling, including two large doors and accessible tools, as well as its flexibility in terms of configuration, as mentioned above, nevertheless also make it interesting for small batch sizes with frequently changing production tasks.” The machine can be loaded manually or integrated in production lines. Last but not least, EMAG offers the VLC 350 GT to its customers with an attractive price-performance ratio. This is made possible by using tried-and-tested standard components. “We are very optimistic that this approach will establish itself in the market,” concludes Manger. “The combination of fast processes, low tool costs and flexible application options has already convinced many production planners of the predecessor machine.” For more information: EMAG LLC Phone: (248) 477-7440 www.emag.com Gleason Corporation Promotes Hard Finishing Cell and Gear Rolling System  At the 2019 MPT show in Detroit, Michigan USA, Gleason unveiled for the first time its new Hard Finishing Cell (HFC) with integrated, 100% inspection of all gears in process. For the first time, the HFC combines the latest Threaded Wheel Grinding with new GRSL gear inspection with laser scanning in a single system to finally solve the problem of random gear inspection in conventional gear production. Today: 95% of Gears Go Untested In conventional gear manufacturing, quality control is carried out only randomly. This is due, among other things, to the significantly longer measuring times required in comparison to the actual production time and the limited measuring capacity available. In hard fine machining, for example, it is not unusual in continuous generating grinding to measure only one or two components per dressing cycle. Depending on the dressing cycle, this corresponds to only about 5% of the components actually produced. In order to guarantee an almost 100% reliability, statistics are instead used to validate most of the gears produced. Typical measuring characteristics can be represented and statistically evaluated on a Gaussian bell curve. By deliberately narrowing down the tolerances on the actually measured components, it is possible to guarantee compliance with the actually required drawing tolerances with a sufficiently high probability (typically > 99.99%). This method is commonly used for machine and process capability studies and is recognized worldwide. The machine or process capability values cmk & cpk frequently taken as a basis are usually above 1.67. Statistically, the reject rate is only 0.57 components per 1 million manufactured components, but this means that only about 50% of the actually intended drawing tolerances are available as manufacturing tolerances. In today’s world, that’s not good enough. The constantly increasing power density of gears and the growing importance of noise behavior are leading to increasingly tight tolerances. Clearly, the heavy reliance on statistics poses a significant problem for a growing number of gear manufacturers. But up until now, much of the focus on production floor inspection has been concentrated on achieving objectives such as establishing a ‘closed loop’ connection of inspection to production machine, and putting the measuring machine on the shop floor in close proximity to the production machine, e.g. by using shop hardened measuring machines. Gleason’s new GRSL roller testing device with integrated optical measuring technology, however, takes a completely different approach: reducing measuring time so that it can realistically be done within the actual production time. This provides the possibility of 100% inspection of all manufactured components. End result? There is no need for additional narrowing of tolerances and the 100% inspection of all manufactured components can be accomplished in-process. Many Technologies, One Closed-Loop System The HFC thus offers significant added value. It’s a fully automated system with robot loading that integrates modules for auxiliary processes in order to meet specific customer requirements easily and flexibly. The concept presented for the first time last year demonstrated a complete process sequence including gear grinding, washing, laser marking, measuring and part handling in a stackable basket system. The HFC can nevertheless be configured for any desired process, with a single system replacing a number of machines. HFC’s 100% inspection capability results from the new GRSL roller inspection unit which is fully integrated into the system. The component to be tested is loaded by the robot onto the two-flank rolling test device. During the gear inspection, a laser scanner is used to measure all gear characteristics. Thus all relevant information for profile, pitch and runout and, if desired, lead measurement is available. This is done for each tooth and not, as is usually the case, only on four teeth distributed over the circumference. The deviations determined in the process - provided they are within the tolerance - are fed back directly into the production machine by means of a closed correction loop. Both fully automatic correction and real-time adjustment of the corresponding parameters can be achieved. Compare that to the conventional measurement process in the Quality Lab, where 45 to 60 minutes may well pass between removing the component from the machine and providing the measurement result. With HFC’s in-process inspection and Closed Loop, the desired correction ensuring optimum quality during the ongoing production process is much faster. Components whose characteristics lie outside the tolerances are automatically rejected. It is also possible to create extensive trend analyses of individual features and perform further gear noise analysis. 4.0 Inside In addition to the many analysis options that the system provides for optimizing workpiece quality, the Hard Finishing Cell is also equipped with the latest 4.0 functions. The Gleason Fingerprint Machine Analysis for predictive maintenance allows the user to keep planned machine availability at peak levels. Gleason's "gTools” tool management system reduces operator errors and tool wear and optimizes the use of tools. Of course, the HFC is equipped with the latest Gleason accessories, including the Quik-Flex Plus modular fixture, which allows changeovers in minutes, and Gleason dressing tools. In Summary HFC with its many new technology features and revolutionary approach to modern transmission manufacturing shows what a global team with a common vision can achieve. HFC is indeed a highly desirable solution for many industries and applications where consistent high quality is important, such as the production of high precision eDrive gears with minimal noise characteristics. A single system for the fast and high-quality production with 100% gear inspection is now reality. For more information: Gleason Corporation Phone: (585) 473-1000 www.gleason.com Hainbuch Offers 2-Jaw Module System
At the 2019 MPT show in Detroit, Michigan USA, Gleason unveiled for the first time its new Hard Finishing Cell (HFC) with integrated, 100% inspection of all gears in process. For the first time, the HFC combines the latest Threaded Wheel Grinding with new GRSL gear inspection with laser scanning in a single system to finally solve the problem of random gear inspection in conventional gear production. Today: 95% of Gears Go Untested In conventional gear manufacturing, quality control is carried out only randomly. This is due, among other things, to the significantly longer measuring times required in comparison to the actual production time and the limited measuring capacity available. In hard fine machining, for example, it is not unusual in continuous generating grinding to measure only one or two components per dressing cycle. Depending on the dressing cycle, this corresponds to only about 5% of the components actually produced. In order to guarantee an almost 100% reliability, statistics are instead used to validate most of the gears produced. Typical measuring characteristics can be represented and statistically evaluated on a Gaussian bell curve. By deliberately narrowing down the tolerances on the actually measured components, it is possible to guarantee compliance with the actually required drawing tolerances with a sufficiently high probability (typically > 99.99%). This method is commonly used for machine and process capability studies and is recognized worldwide. The machine or process capability values cmk & cpk frequently taken as a basis are usually above 1.67. Statistically, the reject rate is only 0.57 components per 1 million manufactured components, but this means that only about 50% of the actually intended drawing tolerances are available as manufacturing tolerances. In today’s world, that’s not good enough. The constantly increasing power density of gears and the growing importance of noise behavior are leading to increasingly tight tolerances. Clearly, the heavy reliance on statistics poses a significant problem for a growing number of gear manufacturers. But up until now, much of the focus on production floor inspection has been concentrated on achieving objectives such as establishing a ‘closed loop’ connection of inspection to production machine, and putting the measuring machine on the shop floor in close proximity to the production machine, e.g. by using shop hardened measuring machines. Gleason’s new GRSL roller testing device with integrated optical measuring technology, however, takes a completely different approach: reducing measuring time so that it can realistically be done within the actual production time. This provides the possibility of 100% inspection of all manufactured components. End result? There is no need for additional narrowing of tolerances and the 100% inspection of all manufactured components can be accomplished in-process. Many Technologies, One Closed-Loop System The HFC thus offers significant added value. It’s a fully automated system with robot loading that integrates modules for auxiliary processes in order to meet specific customer requirements easily and flexibly. The concept presented for the first time last year demonstrated a complete process sequence including gear grinding, washing, laser marking, measuring and part handling in a stackable basket system. The HFC can nevertheless be configured for any desired process, with a single system replacing a number of machines. HFC’s 100% inspection capability results from the new GRSL roller inspection unit which is fully integrated into the system. The component to be tested is loaded by the robot onto the two-flank rolling test device. During the gear inspection, a laser scanner is used to measure all gear characteristics. Thus all relevant information for profile, pitch and runout and, if desired, lead measurement is available. This is done for each tooth and not, as is usually the case, only on four teeth distributed over the circumference. The deviations determined in the process - provided they are within the tolerance - are fed back directly into the production machine by means of a closed correction loop. Both fully automatic correction and real-time adjustment of the corresponding parameters can be achieved. Compare that to the conventional measurement process in the Quality Lab, where 45 to 60 minutes may well pass between removing the component from the machine and providing the measurement result. With HFC’s in-process inspection and Closed Loop, the desired correction ensuring optimum quality during the ongoing production process is much faster. Components whose characteristics lie outside the tolerances are automatically rejected. It is also possible to create extensive trend analyses of individual features and perform further gear noise analysis. 4.0 Inside In addition to the many analysis options that the system provides for optimizing workpiece quality, the Hard Finishing Cell is also equipped with the latest 4.0 functions. The Gleason Fingerprint Machine Analysis for predictive maintenance allows the user to keep planned machine availability at peak levels. Gleason's "gTools” tool management system reduces operator errors and tool wear and optimizes the use of tools. Of course, the HFC is equipped with the latest Gleason accessories, including the Quik-Flex Plus modular fixture, which allows changeovers in minutes, and Gleason dressing tools. In Summary HFC with its many new technology features and revolutionary approach to modern transmission manufacturing shows what a global team with a common vision can achieve. HFC is indeed a highly desirable solution for many industries and applications where consistent high quality is important, such as the production of high precision eDrive gears with minimal noise characteristics. A single system for the fast and high-quality production with 100% gear inspection is now reality. For more information: Gleason Corporation Phone: (585) 473-1000 www.gleason.com Hainbuch Offers 2-Jaw Module System 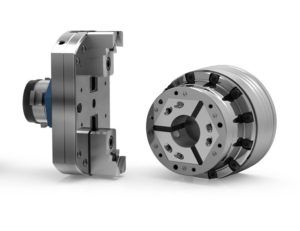 Hainbuch recently introduced the 2-jaw module, a small alternative to the large centric vice. Round workpieces are clamped from the outside with clamping heads (collets) within the collet chuck. Larger diameter workpieces, beyond the capacity of the collet chuck, can be clamped with the 3-jaw module. For cubic parts that are positioned centrically on machining centers and milling machines, the new 2-jaw module is now an option. Changeover from clamping round parts to cubic ones is possible in less than two minutes. The 2-jaw module can handle turning applications up to 1,500 rpm. The 2-jaw and 3-jaw module use the Hainbuch collet chuck as their base. Changeover is possible without removing the collet chuck and realignment thanks to Hainbuch’s Centrex quick-change interface. Hainbuch’s modular solution, consisting of a chuck and jaw module, no longer compare to the large and heavy vises that are found in many shops and whose size is more of an obstacle than an advantage. As is often the case, the workholding is much larger than the part to be machined so interference is an issue. Special, longer tools are then needed and there’s a risk of a costly collision. The Hainbuch modular system, on the other hand, is just as efficient and flexible as your multitasking machine tools are today. For more information: Hainbuch America Corporation Phone: (414) 358-9550 www.hainbuchamerica.com Helios Gear Products Offers Latest Power Skiving, Gear Hobbing Technology
Hainbuch recently introduced the 2-jaw module, a small alternative to the large centric vice. Round workpieces are clamped from the outside with clamping heads (collets) within the collet chuck. Larger diameter workpieces, beyond the capacity of the collet chuck, can be clamped with the 3-jaw module. For cubic parts that are positioned centrically on machining centers and milling machines, the new 2-jaw module is now an option. Changeover from clamping round parts to cubic ones is possible in less than two minutes. The 2-jaw module can handle turning applications up to 1,500 rpm. The 2-jaw and 3-jaw module use the Hainbuch collet chuck as their base. Changeover is possible without removing the collet chuck and realignment thanks to Hainbuch’s Centrex quick-change interface. Hainbuch’s modular solution, consisting of a chuck and jaw module, no longer compare to the large and heavy vises that are found in many shops and whose size is more of an obstacle than an advantage. As is often the case, the workholding is much larger than the part to be machined so interference is an issue. Special, longer tools are then needed and there’s a risk of a costly collision. The Hainbuch modular system, on the other hand, is just as efficient and flexible as your multitasking machine tools are today. For more information: Hainbuch America Corporation Phone: (414) 358-9550 www.hainbuchamerica.com Helios Gear Products Offers Latest Power Skiving, Gear Hobbing Technology  “While the COVID-19 pandemic has forced IMTS to cancel, Helios nevertheless enthusiastically announces several new pieces of technology for 2020,” said Adam Gimpert, president of Helios Gear Products. North American gear manufacturers now have the “Neo” brand of power skiving machine tools; an expanded Hera series of CNC gear hobbing machines that cover micro- to coarse-pitch applications; the TM series of gear deburring machines now with CNC options for flexible productivity; and continued industry-leading consumable tools for grinding and cutting applications. For demanding applications where shaping may be a bottleneck, Helios Neo Power Skiving (NEOPS) machines offer a profitably productive solution for parts up to 420 mm (16.5 in) diameter and 6 module (4.2 DP). The NEOPS series offers optional features to suit each manufacturer’s needs. These include tool sharpening, gear deburring, re-cutting, and flexible automation systems. The Helios Hera series of hobbing machines has expanded to include models 30, 150, 200, 350, and 500. The series uses world-leading technical features such as complete Fanuc or Siemens CNC, direct-drive torque motors, European digital scales, easy-to-use (and train) dialog programming, and versatile unified automation systems. In 2020, Helios introduced the models 200 and 500. The Hera 200 offers most of the 350’s proven technical capabilities but in a smaller body for a decreased physical and financial footprint. The Hera 500 is the series’ current largest solution with capabilities for parts over 500 mm (19.685 in) diameter and 12 module (2.1 DP). This year, the Helios TM (Tecnomacchine) series of gear deburring machines has added several CNC options. The TM models 200, 250, and 1000 all offer complete CNC options, which allow manufacturers to programmatically store and control workpiece and tool parameters, such as spindle speeds, direction, and radial, axial, tangential, and inclination positions. For manufacturers that need to recover deburring labor while increasing repeatable quality, the Helios TM series provides profitable solutions. Lastly, Helios consumable tooling continues to lead the industry backed by a dedicated team of engineers. For gear cutting, Helios carbide hobs have raised the bar with high quality, low cost, and fast delivery (new in 2020: as quick as two weeks, made-to-order). Helios also offers competitive high-speed steel tools, shaper cutters, milling cutters, broaches, and power skiving cutters. For abrasives, Helios offers tools for single-profile or continuous generating grinding, honing, dressing, and bevel grinding. New in 2020: the Rex-VTEC series is available for VSD dressing systems. No matter the gear application, Helios has a competitive, engineered consumable tool solution. For more information: Helios Gear Products, LLC Phone: (847) 931-4121 www.heliosgearproducts.com Klingelnberg Introduces Latest Machining Technology
“While the COVID-19 pandemic has forced IMTS to cancel, Helios nevertheless enthusiastically announces several new pieces of technology for 2020,” said Adam Gimpert, president of Helios Gear Products. North American gear manufacturers now have the “Neo” brand of power skiving machine tools; an expanded Hera series of CNC gear hobbing machines that cover micro- to coarse-pitch applications; the TM series of gear deburring machines now with CNC options for flexible productivity; and continued industry-leading consumable tools for grinding and cutting applications. For demanding applications where shaping may be a bottleneck, Helios Neo Power Skiving (NEOPS) machines offer a profitably productive solution for parts up to 420 mm (16.5 in) diameter and 6 module (4.2 DP). The NEOPS series offers optional features to suit each manufacturer’s needs. These include tool sharpening, gear deburring, re-cutting, and flexible automation systems. The Helios Hera series of hobbing machines has expanded to include models 30, 150, 200, 350, and 500. The series uses world-leading technical features such as complete Fanuc or Siemens CNC, direct-drive torque motors, European digital scales, easy-to-use (and train) dialog programming, and versatile unified automation systems. In 2020, Helios introduced the models 200 and 500. The Hera 200 offers most of the 350’s proven technical capabilities but in a smaller body for a decreased physical and financial footprint. The Hera 500 is the series’ current largest solution with capabilities for parts over 500 mm (19.685 in) diameter and 12 module (2.1 DP). This year, the Helios TM (Tecnomacchine) series of gear deburring machines has added several CNC options. The TM models 200, 250, and 1000 all offer complete CNC options, which allow manufacturers to programmatically store and control workpiece and tool parameters, such as spindle speeds, direction, and radial, axial, tangential, and inclination positions. For manufacturers that need to recover deburring labor while increasing repeatable quality, the Helios TM series provides profitable solutions. Lastly, Helios consumable tooling continues to lead the industry backed by a dedicated team of engineers. For gear cutting, Helios carbide hobs have raised the bar with high quality, low cost, and fast delivery (new in 2020: as quick as two weeks, made-to-order). Helios also offers competitive high-speed steel tools, shaper cutters, milling cutters, broaches, and power skiving cutters. For abrasives, Helios offers tools for single-profile or continuous generating grinding, honing, dressing, and bevel grinding. New in 2020: the Rex-VTEC series is available for VSD dressing systems. No matter the gear application, Helios has a competitive, engineered consumable tool solution. For more information: Helios Gear Products, LLC Phone: (847) 931-4121 www.heliosgearproducts.com Klingelnberg Introduces Latest Machining Technology  With the Oerlikon Bevel Gear Grinding Machine G 35, Klingelnberg has implemented a new machine design for the 5-cut method. As a result, the manufacture of aviation gearing as regards efficiency is really taking off. To achieve this, the system provider has combined proven technology with new ideas. Bevel gears manufactured using the 5-cut method with a fixed setting are used in the aviation industry. This entails the consecutive machining of convex and concave pinion flanks, with different tools and different machine settings. Due to complex certification procedures for aerospace applications, changing to another gearing is not an option. However, the newly developed Oerlikon Bevel Gear Grinding Machine G 35 makes the production of aerospace gearings much more efficient thanks to its technology: with its two vertically arranged grinding spindles, it is specially tailored to these requirements. In contrast to older dual-spindle concepts with fixed grinding spindles, the G 35 is equipped with two grinding heads that are positionable independently of each other, thus enabling maximum flexibility. The high rigidity and thermal stability ensure optimum machining results and, thanks to the advanced vertical concept, grinding sludge deposits in the working chamber can be avoided. Its name, "Clean Cabin," is thereby justified. The machine’s operating concept is based on the forward-looking KOP-G software interface, which is operated intuitively via a high-resolution touch screen. Function keys on the control panel thus provide direct access to frequently used setup functions. Complete measurement (Done-in-One) of complex components in a single stage Whether turning blanks, ground workpieces or roller bearings – Klingelnberg G variant Precision Measuring Centers are specifically designed for use in the production process of axially symmetrical components. With these machines, Klingelnberg follows the approach of executing various measurement processes in one stage as a complete measurement (Done-in- One). A Klingelnberg Precision Measuring Center is capable of fast measurement of dimensions, shape, contour and surface roughness in one automated cycle. This reduces the investment costs and helps to reduce the process costs. Furthermore, Klingelnberg Precision Measuring Centers also ensure the required measuring accuracy if they are used directly in production. As a result, not only does this save on air-conditioning costs, but the measuring center can also be directly integrated into the production process. This eliminates the need to set up several different machines, saving valuable production space. With its G Variant Precision Measuring Center, Klingelnberg is therefore making a significant contribution to reducing quality costs. With the “Done-in-One” principle, complete measurement of axially symmetrical parts on one machine, the G-Variant of Klingelnberg Precision Measuring Centers won the Best of Industry Award 2020 (awarded by MM MaschinenMarkt) in the Measuring Technology category. For more information: Klingelnberg America, Inc. Phone: (734) 470-6278 www.klingelnberg.com MHI Machine Tool Develops FR Series to Manufacture Gears for Robots
With the Oerlikon Bevel Gear Grinding Machine G 35, Klingelnberg has implemented a new machine design for the 5-cut method. As a result, the manufacture of aviation gearing as regards efficiency is really taking off. To achieve this, the system provider has combined proven technology with new ideas. Bevel gears manufactured using the 5-cut method with a fixed setting are used in the aviation industry. This entails the consecutive machining of convex and concave pinion flanks, with different tools and different machine settings. Due to complex certification procedures for aerospace applications, changing to another gearing is not an option. However, the newly developed Oerlikon Bevel Gear Grinding Machine G 35 makes the production of aerospace gearings much more efficient thanks to its technology: with its two vertically arranged grinding spindles, it is specially tailored to these requirements. In contrast to older dual-spindle concepts with fixed grinding spindles, the G 35 is equipped with two grinding heads that are positionable independently of each other, thus enabling maximum flexibility. The high rigidity and thermal stability ensure optimum machining results and, thanks to the advanced vertical concept, grinding sludge deposits in the working chamber can be avoided. Its name, "Clean Cabin," is thereby justified. The machine’s operating concept is based on the forward-looking KOP-G software interface, which is operated intuitively via a high-resolution touch screen. Function keys on the control panel thus provide direct access to frequently used setup functions. Complete measurement (Done-in-One) of complex components in a single stage Whether turning blanks, ground workpieces or roller bearings – Klingelnberg G variant Precision Measuring Centers are specifically designed for use in the production process of axially symmetrical components. With these machines, Klingelnberg follows the approach of executing various measurement processes in one stage as a complete measurement (Done-in- One). A Klingelnberg Precision Measuring Center is capable of fast measurement of dimensions, shape, contour and surface roughness in one automated cycle. This reduces the investment costs and helps to reduce the process costs. Furthermore, Klingelnberg Precision Measuring Centers also ensure the required measuring accuracy if they are used directly in production. As a result, not only does this save on air-conditioning costs, but the measuring center can also be directly integrated into the production process. This eliminates the need to set up several different machines, saving valuable production space. With its G Variant Precision Measuring Center, Klingelnberg is therefore making a significant contribution to reducing quality costs. With the “Done-in-One” principle, complete measurement of axially symmetrical parts on one machine, the G-Variant of Klingelnberg Precision Measuring Centers won the Best of Industry Award 2020 (awarded by MM MaschinenMarkt) in the Measuring Technology category. For more information: Klingelnberg America, Inc. Phone: (734) 470-6278 www.klingelnberg.com MHI Machine Tool Develops FR Series to Manufacture Gears for Robots  Mitsubishi Heavy Industries Machine Tool Co., Ltd., a part of Mitsubishi Heavy Industries (MHI) Group, has developed new models of hobbing and gear shaping machines with highly accurate machining to manufacture precision reduction gears for robots. These new products, marketed as the “FR Series,” respond to the rapidly growing need for highly precise and efficient manufacturing of strain wave gears and other precision reduction gears for robots. The full-fledged launch will begin in August 2020, with the unveiling at an online seminar scheduled for September. The name “FR Series” is derived from “Fine Pitch for Robot, Reducer.” The units were developed based on MHI Machine Tool’s existing models, more than 2,000 of which have been delivered to the automotive industry and other manufacturers. The market expansion for industrial and life support robots in recent years has led to a sharp rise in demand for the high precision, small module gears inside the precision reduction gears used in the joints of these robots. Two types of gears are used in these reduction gears (an external tooth gear and an internal tooth gear), and MHI Machine Tool has added to its lineup a hobbing machine to create the external gear, and a shaping machine to make the internal gear. In contrast with conventional mass-production gears typically used in the automotive industry, which have modules (gear tooth sizes) of 1-4 and a
Mitsubishi Heavy Industries Machine Tool Co., Ltd., a part of Mitsubishi Heavy Industries (MHI) Group, has developed new models of hobbing and gear shaping machines with highly accurate machining to manufacture precision reduction gears for robots. These new products, marketed as the “FR Series,” respond to the rapidly growing need for highly precise and efficient manufacturing of strain wave gears and other precision reduction gears for robots. The full-fledged launch will begin in August 2020, with the unveiling at an online seminar scheduled for September. The name “FR Series” is derived from “Fine Pitch for Robot, Reducer.” The units were developed based on MHI Machine Tool’s existing models, more than 2,000 of which have been delivered to the automotive industry and other manufacturers. The market expansion for industrial and life support robots in recent years has led to a sharp rise in demand for the high precision, small module gears inside the precision reduction gears used in the joints of these robots. Two types of gears are used in these reduction gears (an external tooth gear and an internal tooth gear), and MHI Machine Tool has added to its lineup a hobbing machine to create the external gear, and a shaping machine to make the internal gear. In contrast with conventional mass-production gears typically used in the automotive industry, which have modules (gear tooth sizes) of 1-4 and a
