
The new KISSsoft Release brings innovations and enhancements for results visualization, allowing you to design even more efficiently, precisely, and productively. Within Gleason’s strategy "Design– Manufacturing – Measure", KISSsoft continues to add functions for simulating cylindrical gear manufacturing. After all, you target a gear design combining the highest strength with low manufacturing costs. KISSsoft offers a variety of rating procedures. Additionally, bearing ratings methods according to Timken have been added.

The KISSsoft System Module is a user-friendly tool also for load spectrum calculation designed for gearboxes. It incorporates nominal boundary conditions, variable forces on shafts, gear shifts, and hence changes in the power flow and operating mode variations. This complexity allows comprehensive calculations based on actual operating data, such as vehicle simulations or in situ measurements.

KISSsoft has released a more comprehensive functionality with the Service Pack 2 from the current KISSsoft Release satisfying the increasing demand in key industries. This software supports scripts for a variety of tasks, such as creating custom user interfaces, automating report generation, and exporting data.

David Brown Santasalo has been recognized as one of the top 100 companies in the ‘Kirklees Top 100’ list for the fifth consecutive year. Now into its fifth year, the Kirklees Top 100 Companies initiative aims to raise the profile of the local business community and forge stronger links around topics of shared interest between the top 100 companies and partners, the University of Huddersfield, Business Kirklees and the 3M Buckley Innovation Center (3M BIC).

From the digital construction site to alternative drives and tomorrow's construction methods, the most important topics will be discussed, and innovative solutions will be presented during Bauma 2025 (Munich). Topics include climate neutrality, drive concepts, digital construction, sustainability, and mining challenges. In view of the high-quality standards of innovation and relevance, it is not surprising that nearly 70 percent of Bauma visitors are top decision-makers in their companies. Bauma offers attendees the ideal opportunity to establish lucrative business relationships and to profitably network with the industry.

Formnext (Frankfurt, Germany) is more than an exhibition and conference. It’s an entire platform for companies from the world of additive manufacturing. Here, a veritable who’s who from the realms of design and product development, industrial tooling, production solutions, quality management, and measurement technology comes together with leading providers in basic materials and component construction.

With its unique concept, Smart Production Solutions (SPS) covers the entire spectrum of smart and digital automation – from simple sensors to intelligent solutions, from what is feasible today to the vision of a fully digitalized industrial world. SPS, located in Nuremberg, Germany, is an innovative platform for the automation industry with topics on control technology, electric drive systems, HMIs, software, sensors and mechanical infrastructure.

For cylindrical gears, speed-increasing transmission stages are well known, and regarding profile shift, preferred pressure angles, and helix angles a set of rules applies, which is not much different from the rules for speed reducers. It is important to acknowledge that basically, a speed increaser has to be designed just like a speed reducer, but then the gear with the lower number of teeth is the output. Of course, the torque and the speed of the gear with the lower number of teeth (output) and the gear with the higher number of teeth (input) must be the same as if this transmission was used as a speed reducer. In the case of straight bevel gears, spiral bevel gears, and hypoid gears the same rules apply with some additions. Spiral bevel gears have many applications as speed increasers.

Schunk expands digital planning options for automated solutions with two new tools for designing and configuring linear modules. This easy access to expert knowledge is a further step towards offering customers an uncomplicated and secure way to customize design and quickly integrate it into the system planning.

United Grinding recaps a successful Aerospace Summit 2024 where the industry showcased the latest aerospace technologies and innovations. Demos included grinding of nonferrous advanced aerospace material with dressable super abrasives on the MÄGERLE MFP 30, improving grinding performance through optimized dressing techniques, single-step finishing of multifeature and mixed-material shaft components containing hard coatings on the Studer S41 and much more!

Although gears have been indispensable components in various areas such as mechanical engineering, the automotive industry and industrial gear production for many decades, increasing requirements and current market developments are constantly presenting the drive technology sectors with new challenges. The aim of the Aachen Conference on Gear Production is an exchange of knowledge and experience between engineers who work in or are responsible for the design, development, production, assembly and application of gears.

This comprehensive four-day training course blends gear theory and practical experience. Participants will learn about the KISSsoft interface, cylindrical gear theory and strength calculation methods, using the shaft and bearing module, optimization of cylindrical gear macro and micro geometry, verification in Loaded-Tooth Contact Analysis (LTCA), and an introduction to the new system analysis tool, KISSdesign. This course includes a tour of the Gleason Works Rochester facility to experience practical examples on the shop floor.

As a community, we gear engineers collaborate and share ideas to progress our collective capability. Technology progresses based on our efforts, and we have seen solid advances in the performance of our products as they become quieter, cheaper, more efficient, and more power dense. The pages of this magazine (past and present editions) are filled with examples where talented engineers have dug deeper into a subject using a more precise approach to a particular area concerning gear performance. The implied belief is always that greater precision (complexity) in the calculations brings greater accuracy (alignment with reality).

Pi Day took place on March 14, 2024. Our friendly neighborhood constant is used in engineering to determine the dimensions of gears, wheels, and pipes. Pi is also used in computer science to generate random numbers for cryptography, simulation, and gaming. With a tip of the cap to math enthusiasts, we offer a quick cheat sheet to pi and its fascinating history.
For more than 30 years, RAPID + TCT has defined the crucial role of additive manufacturing and industrial 3D printing by empowering the establishment of an industry that continues to conceive, test, improve and manufacture new products at a faster, more cost-efficient pace. SME and Rapid News Publications team up to produce the annual RAPID + TCT event. which will take place June 25-27 in Los Angeles, CA.

The 10th WZL Gear Conference - USA is being hosted by Gleason Corporation in Rochester NY and will provide the opportunity for North American companies to connect with WZL and learn about current research activities. For more than 50 years the annual WZL Gear Conference in Aachen, Germany, has been fostering technical collaboration and communication among the members of the WZL Gear Research Circle. The two-day conference is devoted exclusively to the presentation of the latest research in gear design, manufacturing and testing.

The new KISSsoft release 2024 is coming soon! This April will bring you the new system module KISSdesign, accelerating the calculation of complex drive trains and replacing the previous KISSsys software.

With 100+ technical sessions and more than 300+ individual presentations, AISTech attendees can plan their day around the conference schedule and learn about the latest products and processes happening in every aspect of the steelmaking process. Sessions include safety/health, environmental technology, cokemaking, ironmaking, sheet rolling, metallurgy, MRO, lubrication, material handling and more. Join this steel industry event in Columbus, OH from May 6-9, 2024, at the Greater Columbus Convention Center.

CO2 reduction is critical for automotive drivetrain. Here the battery electric drive using renewable energy is the focus. What can we do to increase efficiency and reliability, reduce cost and at the same time reduce the upstream CO2? At CTI Symposium USA 2024 the automotive industry discusses the challenges it faces and promising strategies. Latest solutions in the fields of electric drives, power electronics, battery systems, e-machines as well as the manufacturing of these components and supply chain improvements are presented. For the bigger picture market and consumer research results as well as infrastructure related topics supplement the exchange of expertise.
CTI Symposia drive the progress in individual and commercial automotive transportation. Manufacturer, suppliers and institutions are showing how to master the demanding challenges.

The KISSdesign system module is a powerful tool for transmission modeling and analysis. MSc. Eng. Aissa Benykhlef from KISSsoft AG will guide attendees through the essential tools and functionalities required for building comprehensive models, with a special emphasis on the Sketcher and its versatile applications in various kinematic models.

Gleason's Coniflex® Pro Design and Manufacturing System for producing stronger, quieter, and more reliable e-drive differential gears in high volumes, for automotive, truck, bus and off-highway transmissions. It‘s the differential difference!

GWJ Technology GmbH introduces an extended version of the calculation module for involute splines within its web-based software solution eAssistant.

KISSsoft supports the user with numerous calculations for different machine elements. The new KISSdesign module in KISSsoft supports the combination of these machine elements in building complex system transmissions containing any number of shafts, gears, and bearings.

The main objective of this study is to perform an experimental evaluation of the structural model of a five-planet first planetary stage from a modern 6MW wind turbine gearbox.
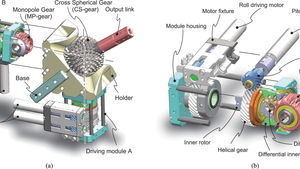
Three Degrees of Freedom: Notes on an active ball joint mechanism based on spherical gear meshing.

In KISSsoft, 97 (yes, ninety-seven!) plastics are available for calculation of cylindrical and crossed axis helical gears. The materials range from unreinforced POMs and PAs to high performance reinforced and internally lubricated materials.

GWJ Technology GmbH has introduced new versions of its integration modules for Solidworks, Autodesk Inventor and Solid Edge. In addition to comprehensive tooth form output in 2D DXF or 3D STEP/IGES for various gear types, GWJ also offers integration modules for its calculation solutions eAssistant and TBK in various 3D CAD systems.

In this seminar, attendees will learn about gearing, electromobility and their interrelationships. How gearing can increase the efficiency and performance of electromobility, and which components are needed for this. Also, a detailed look at the design and manufacture of gears for electric vehicles. Attendees will explore the challenges of gearing for electromobility, such as adapting to hard-to-reach places, increasing durability, and reducing energy consumption, and discuss how grinding technology and tool design must meet requirements to improve the properties and improve the quality of gears for electric vehicles. The Aachen Forum on Gear Production (AFGP) is held annually in alternation with the Aachen Conference on Gear Production (ACGP). While the Forum at the RWTH Aachen Campus is dedicated to a technical focus (2023 the interlocking in the E-Mobility sector) the conference, on the other hand, is dedicated to various facets of gear technology.

The loaded tooth contact analysis (LTCA) is crucial in understanding the deformation of gears and its impact on various factors such as noise generation, contact patterns, contact shocks, and torque variations. With the contact analysis feature in KISSsoft, users can calculate tooth contact under specific torque and speed levels, thereby assessing the performance of gears and gearboxes.

Croix Gear, recognized as a leader in the custom manufacturing of loose gears, is excited to announce new branding for the organization. Ruthie Johnston, CEO/Owner, stated, “We are excited to have our brand reflect how Croix Gear has grown and developed over the past several years. It is a new look, but the same commitment to our customers, team members and industry.”

In KISSsoft's scheduled trainings until December 2023, attendees will find introductory training courses, advanced training courses and special training courses on selected topics.

The toothed belt and pulley system known by the designation T, which has been selected as an example within this paper, was developed in the 1950s and standardized first in DIN 7721 (1977) and then in ISO 17396:2014. In this case study, the authors check if a single hob can properly cut T5 profile pulleys with 25 and 30 teeth—and if
so, define the range of the number of teeth covered by this hob.

As an accompanying event to the International Conference on Gears 2023, the 5th International Conference on Gear Production is one of the most important biannual meeting points for the gear manufacturing industry both for technical experts and for decision-makers. Current challenges and solutions are presented and discussed, strongly emphasizing new potentials in productivity and/or the flexibility of gear manufacturing processes.

Produced by AGMA, Motion + Power Technology Expo (Detroit) is a three-day show that connects professionals looking for motion power solutions with manufacturers, suppliers, and buyers. Attendees will find new power transmission parts, materials, and manufacturing processes. Buy, sell, and get business done with organizations in aerospace, automotive, agricultural, energy, construction and more.

In the KISSsoft shaft calculation, the proof of fatigue strength can be performed by generating an equivalent stress verification according to the FKM Guideline.

The conjugacy of meshing gears is one of the most important attributes of gears because it ensures a constant velocity ratio that gives smooth, uniform transmission of motion and torque. Some of the world’s greatest gear theoreticians like Earle Buckingham, Wells Coleman, and John Colbourne laid the foundation for understanding conjugacy. Their teachings and interpretations of the law of gearing have been used by generations of gear engineers to design and manufacture gear transmissions for almost everything that is mechanically actuated.

In an urgent assignment, a gear has to be designed, with the engineer already knowing the required reduction ratio, torque and speed. On the manufacturing side, the preferred materials, possible qualities and the reference profiles are specified. This initial situation represents an everyday task.

Difficult general conditions, rapidly rising food and fuel prices, as well as the ongoing coronavirus pandemic and related regional lockdowns weighed on economic development and slowed economic growth in the past business year. Nevertheless, Liebherr’s total revenue increased significantly compared to the previous year. The group achieved increased revenue in 10 of its 13 product segments, some of them significant. It thus surpassed its previous record from 2021 by €950 million.

In this interview, we learn about Gleason Plastic Gears (GPG), a division of Gleason Corporation that specializes in designing and manufacturing plastic gears using their proprietary no-weldline technology. GPG has diversified its customer base and serves various industries such as automotive, medical, electronics, home and leisure, marine, education, and hobby. The interview covers topics such as the advantages of the no-weldline technology, surprising applications where plastic gears are replacing metal gears, promising materials and methods for the future of plastic gears, challenges faced by plastic gear designers, and recent developments in services, software, and manufacturing technology.

The new KISSsoft release 2023 comes with numerous novelties. Among others, Gear Mesh Frequencies (GMF) can now be calculated for cylindrical and bevel gears. GMF results are visualized in two different diagrams, i.e. GMF versus rotational frequency of the reference gear, and GMF versus amplitude.

What started as a small workshop in Antwerp in 1923 has developed into a world-leading industrial gear unit manufacturer. For 100 years, Hansen Industrial Transmissions NV (HIT) has operated at the forefront of power transmission technology and shaped the industry with its industrial gearbox solutions. Since 2011, the company, headquartered at a state-of-the-art facility in Edegem with 260 employees, has been part of Sumitomo Drive Technologies. HIT supplies industrial gearboxes to a wide range of industries such as extraction material handling, energy, environment, and specialist applications in key industries.

Velo3D, Inc. has been named to Fast Company’s prestigious annual list of the World’s Most Innovative Companies for 2023. The company received the award because of how its technology is being used by innovative companies in key industries like new space, semiconductor and energy, which rely on advanced manufacturing technologies to build next-generation products.

The latest version offers a wide range of powerful new features, from a new gear design module, to the influence of the wheel body during a complete rollover, to new display options for 3D images and animation of the gearbox kinematics in reports.

Join Gleason's special online event to learn about design, manufacturing and inspection of e-Drive gears. The three day event features one topic per day addressing the specific requirements and challenges of e-Drive transmission manufacture, with particular attention to minimizing gear noise.

Gleason's e-Drive Days online webinar addresses the specific requirements and challenges of e-Drive transmission manufacture, with particular attention to minimizing gear noise. The event showcases the latest developments in design, simulation, cutting and hard finishing, as well as suitable inspection and analysis tools to achieve most efficient and quiet gears. Day one examines gearbox design and optimization; day two looks at the manufacturing of e-Drive gears; day three offers in-process inspection and gear noise analysis.

Mechanical power loss in gears is generated through sliding and rolling of the contact resulting in frictional work and elastic hysteresis generation of heat. This action is both a parasitic loss of energy from the drivetrain and a source of engineering costs to control system temperature to avoid heat-related failures of the gearbox components. Therefore, from both a cost and durability standpoint it is of great interest to minimize the frictional losses at the gear tooth contact interface.

In modern automotive vehicles, gear noise becomes more and more of an issue. The main reason is the reduced masking noise of the engine, which vanishes completely in the case of an electric driveline. Improved gear quality unfortunately does not correlate with a better noise performance in any case. High gear quality makes sure that the gear flanks are inside tight tolerances and that all teeth are nearly identical. Even if the running behavior of such gear sets shows a very low sound pressure level, the noise perception for human ears may be annoying.

State of the Gear Industry Perspectives takes an in-depth look at the challenges and opportunities in gear manufacturing today and in the future. Our fourth installment online is an interview with Scott Knoy, vice president of sales at Nidec Machine Tool America.

Contact analysis can be used to calculate the transmission error and determine the profile modifications of a gear stage. In addition, a wide range of important gear-specific parameters can be calculated, such as tooth root stress, distribution of Hertzian pressure, oil film thickness, and many more.

State of the Gear Industry Perspectives takes an in-depth look at the challenges and opportunities in gear manufacturing today and in the future. Our third installment online is an interview with Peter Wiedemann, managing director, Liebherr-Verzahntechnik GmbH and Scott Yoders, vice president sales, Liebherr Gear Technology, Inc.

State of the Gear Industry Perspectives takes an in-depth look at the challenges and opportunities in gear manufacturing today and in the future. Our second installment online is an interview with Christof Gorgels, vice president, innovation and technology at Klingelnberg.

State of the Gear Industry Perspectives takes an in-depth look at the challenges and opportunities in gear manufacturing today and in the future. Our first installment online is an interview with Udo Stolz, vice president of sales and marketing at Gleason Corporation.

The Metal Powder Industries Federation's (MPIF) Awards Committee has announced the recipients of the 2023 MPIF Distinguished Service to Powder Metallurgy (PM) Award that recognizes individuals who have actively served the North American PM industry for at least 25 years and, in the minds of their peers, deserve special recognition.
A good understanding of individual failure modes and the failure scenarios that led to the actual system failure is an essential skill to designing gear/bearing systems that will operate properly for their full design life. In this course, we will define and explain the nature of many gear and bearing failures and we will also discuss and describe various actual failure scenarios. In addition, a detailed primer on bearing technology prefaces the failure scenario discussions. You will gain a better understanding of various types of gears and bearings. Learn about the limitation and capabilities of rolling element bearings and the gears that they support. Grasp an understanding of how to properly apply the best gear-bearing combination to any gearbox from simple to complex.
While function and rating are important factors in a successful gear design, to be truly optimal and successful, the gear designer must also design the gears to be manufactured and inspected. In this course, therefore, we will address key factors in a wide variety of manufacturing and inspection processes to enable the gear designer to better design optimal gears considering both rating and the necessary manufacturing and inspection processes to produce the gears as designed. We will also help the designer to understand how to interpret inspection data so that they can ensure that the gears meet the design. To be clear, this is not a course in how to operate the various machines. Rather it addresses the design provisions that are required to allow the gears to be optimally manufactured and inspected. The learner will develop a broad understanding of the methods used to manufacture and inspect gears, as well as interpret how the resultant information can be applied and interpreted in the design process.

In the KISSsoft training program until summer 2023, you will find introductory training courses, advanced training courses and special training courses on selected topics. KISSsoft will be offering training in Bubikon, Switzerland and live streams, which will allow you flexibility and planning security, as well as the opportunity to interactively ask questions and participate in discussions in a virtual setting.
In the KISSsoft training program until summer 2023, you will find introductory training courses, advanced training courses and special training courses on selected topics. KISSsoft will be offering training in Bubikon, Switzerland and live streams, which will allow you flexibility and planning security, as well as the opportunity to interactively ask questions and participate in discussions in a virtual setting.
In the KISSsoft training program until summer 2023, you will find introductory training courses, advanced training courses and special training courses on selected topics. KISSsoft will be offering training in Bubikon, Switzerland and live streams, which will allow you flexibility and planning security, as well as the opportunity to interactively ask questions and participate in discussions in a virtual setting.
In the KISSsoft training program until summer 2023, you will find introductory training courses, advanced training courses and special training courses on selected topics. KISSsoft will be offering training in Bubikon, Switzerland and live streams, which will allow you flexibility and planning security, as well as the opportunity to interactively ask questions and participate in discussions in a virtual setting.
In the KISSsoft training program until summer 2023, you will find introductory training courses, advanced training courses and special training courses on selected topics. KISSsoft will be offering training in Bubikon, Switzerland and live streams, which will allow you flexibility and planning security, as well as the opportunity to interactively ask questions and participate in discussions in a virtual setting.

Gear Motions is proud to announce that Auto Gear Inc. has joined the Gear Motion’s family. Auto Gear located in Syracuse, New York, specializes in efficient and economical low-volume gearbox production, from design to delivery.
The 4-day Gear Dynamics & Gear Noise Short Course will be held on the Ohio State campus from June 5-8, 2023. The course content is based on the results of 30+ years of gearing research, problem solving and consulting work by the OSU faculty. The course will be taught in the “in-person” mode with limited enrollment, with no online component.

Those who wish to make submissions for the 2023 AGMA Fall Technical Meeting (FTM) have until January 13, 2023. Late submissions will not be accepted.

The Production System P-50 is designed to be the fastest way to 3D print metal parts at-scale. Powered by Desktop Metal's Single Pass Jetting technology, the P-50 can achieve speeds up to 100 times those of legacy powder bed fusion additive manufacturing technologies and enable production quantities of up to millions of parts per year at costs competitive with conventional mass production techniques.

Marposs OptoCloud EDU (Electric Drive Unit) is the latest generation of 3D precision inspection solutions, designed for the Electrical Vehicle Industry and its unprecedented quality assurance processes. OptoCloud EDU is capable to reconstruct the 3D model of complex and articulated workpieces and automatically execute measurements and vision inspection tasks.

The performance of an Electric Vehicle Power Unit is directly connected with critical tolerances. Tolerances drive opportunities for performance enhancement with cost reduction. The tests normally used to determine and validate tolerances are both expensive and time consuming with prototype parts. By replacing the initial tests with Digital Twin simulations, results can be obtained quickly, and at a much lower cost. This article discusses one of these tests and the results.

Variable loads resulting from a working process, starting process, or operation near a critical speed will cause varying stresses at the gear teeth of a drive system. The magnitude and frequency of these loads depend upon the driven machine, the motor, the dynamic mass elastic properties of the system, and other effects.

Due to near-net shape production, additive-manufactured (AM) gears have a high potential to decrease costs and increase resource efficiency. The decreasing product life cycles as well as the increasing individualization of components demand high flexibility in manufacturing processes

How can the protective layer be applied to the brake disk more quickly and more effectively? And how can it be made to stay on for longer? “The solution is intelligent coatings, as can be applied to brake disks using our AM coating system” says Dr. Géza Koscsák - the head of additive mat the Chiron Group. He has played a prominent role in developing the new system and reaching the decision to opt for the high-speed deposition welding process in his previous job as head of advanced development.

The American Gear Manufacturers Association (AGMA) is partnering with Virgo Communications & Exhibitions to publish Gear Technology India, the Indian branch of the Gear Technology magazine.

GWJ Technology GmbH presents the new version of its system calculation software SystemManager as an extension of its well-known solutions eAssistant as a web solution and TBK as a classic desktop application.

Electric vehicles could represent up to 70% of all cars by 2050. To ensure the acceptance of their vibrational and acoustical characteristics, profound NVH analysis is the key to minimize vehicle excitations caused by specific e-drive transmission designs.

At JIMTOF 2022, from November 8 to 13, Gleason presents the latest gear design, manufacturing, and inspection systems in challenging times of transformation. Exhibits and live streams include KISSsoft’s design software release 2022, new gear chamfer cutting technologies, hard finishing of gears by superfinish honing; combination honing and polish grinding; hobbing; and gear skiving on one flexible platform, revolutionary gear metrology systems with laser scanning, sub-micron inspection and in-process gear inspection with integrated gear noise analysis.


In its largest order to date, Danish wind turbine test specialist R&D Test Systems will develop the 30 MW powertrain and gearbox test bench for ZF Wind Power’s future “Test & Prototype Center” at Lommel, Belgium, that will house the world’s most powerful validation test bench for wind turbines.

GWJ Technology GmbH introduces a new version of SystemManager as an extension of eAssistant as a web solution and TBK as a classic desktop application.

With the help of KISSsoft, the user can now estimate the influence of manufacturing deviation on the resulting transmission error and excitation force.

GWJ Technology GmbH, calculation specialist from Braunschweig, Germany, has introduced a new version of its TBK desktop solution with numerous enhancements, especially in the field of gears.

Different ways of looking at the involute and developing gears from theoretical principles can help optimize designs, especially when considering nontraditional manufacturing methods such as 3D printing or injection molding, where the tooth form doesn't need to be generated by a straight-sided cutting tool.

GROB Systems has announced a new YouTube Video Series called “Machine Minutes with GROB.” New technical tutorial and informational videos will be released regularly and will focus on three primary topics including Machine Design/ Building, Machine Applications, and Machine Maintenance and Inspection. The videos will generally range from two to eight minutes in length.

Dontyne Gears is looking forward to IMTS to promote the company’s range of gear design services developed during COVID restrictions. Dontyne Gears continues to work with companies to complete design projects including CAD models and drawings if required. They recently purchased an Okuma Genos 5-axis to add to the Osaka Siemitsu high accuracy gear inspection center already in house for prototyping. As well as cylindrical gears it is possible to produce straight, spiral, and hypoid bevels. The work is facilitated by using Gear Production Suite from Dontyne Systems to generate tool forms, G-code, and inspection protocols which can be used by the machines.

Strength rating of bevel gears according to standards such as ISO, AGMA, etc. is executed based on virtual cylindrical gears, only modified by a few specific bevel gear factors. The rating methods of these standards also include the calculation of permissible stresses and finally result in safety factors.

2022 marks the 20th Anniversary of SMT’s focus on providing the tools and knowledge to drive engineering innovation in gearbox system analysis. With this historic company anniversary, the company has announced the return of the North America User Forum.

Attendees will find KISSsoft introductory training courses, advanced training courses and special training courses on selected topics in 2022.

Siemens Digital Industries Software recently announced that the latest release of Siemens’ NX software brings greater electronic co-design, collaboration, and intelligence capture and reuse capability. These empower engineering executives across every industry to find productivity improvements and greater efficiencies in their engineering departments.

The new KISSsoft Release 2022 provides numerous innovations - amongst others, in order to include the tooth fatigue limit in the verification, the information can be generated from time series.

Hexagon offers a three-part E-mobility webinar series highlighting the use of engineering simulation tools and methods to rapidly evaluate numerous ePowertrain designs. This webinar series will showcase how an EV gearbox is designed from scratch and developed to meet design requirements.

Learn what is required for the design of an optimum gear set and the importance of the coordinated effort of the gear design engineer, the gear metallurgist, and the bearing system engineer. Investigate gear-related problems, failures and improved processing procedures. Class hours are from 8:00 am - 5:00 pm.

Addit3D-International Additive Manufacturing and 3D Fair (Barakaldo, Spain) will feature almost 230 products, services and innovations. Exhibitors include advanced systems and machinery and 3D printing, equipment and printers, industrial applications, raw materials, consumables, 3D printing services, software, 3D scanners, and R&D and training

AGMA is happy to announce the publication of two new documents: AGMA 925-B22, Effect of Tribology and Lubrication on Gear Surface Distress, written by a subcommittee of the AGMA Helical Gear Rating Committee, and, AGMA 943-A22, Tolerances for Spur and Helical Racks, written by the AGMA Gear Accuracy Committee.

The objective of this paper is to improve the methodology for determining the tooth flank temperature. Two methods are proposed for assessing scuffing risk when applying AGMA 925 for high-speed gears. Both methods provide similar results.

A gear industry outsider has come up with what he thinks is an entirely new way of thinking about and designing gear systems. What do you think?

The calculation program KISSsoft and its system add-on are used in a wide variety of applications: They are used for industrial gear units, the automotive industry, the energy sector, aerospace, shipping and numerous other special fields.

SMT's May workshops aim to give attendees the tips and tricks needed to further improve the fidelity of the MASTA model. In this workshop, SMT engineers will go through some of the tools available including:

KISSsoft is a well-known software system that addresses gear manufacturing as a holistic process. With over 4,000 licenses sold worldwide, its functionality is dedicated to gear manufacturing and gear inspection and makes it easier for engineers—in the areas of calculation, manufacturing, and quality assurance—to collaborate and exchange data.

This course focuses the supporting elements of a gearbox that allow gears and bearings to do their jobs most efficiently. Learn about seals, lubrication, lubricants, housings, breathers, and other details that go into designing gearbox systems.

This course will provide a solid foundation for anyone going into gear inspection. Learn the common, current and basics of the tools and techniques used to measure and inspect gears. Understand the four main categories by which a gear is evaluated and classified.





























































Bevel gear design is well-established. Flank geometry optimization is used worldwide to ensure satisfactory low-noise emis...


An online forum I occasionally visit recently posted a photo of a vintage drafting board and joked about younger people no...


One of the pleasures of being Gear Technology’s official blogger is receiving the occasional phone call or e-mail...

















The Digital Manufacturing Revolution Evolves in 2020 IMTS will offer two comprehensive digital programs, IMTS Network and IMTS Sp...











































































































One of the problems with “tribal knowledge” is that the terminology can confuse those who are not fully immersed in that community. I have lost ...































































































































“All memorable quotations referring to gearboxes involve expletives.” Peter Wright The author of Fo...













































When you work as an engineer for smaller companies you get to wear a lot of hats.







"The beginning of wisdom is calling things by their proper name" -- Chinese proverbWho taught you about gears...



























































































































































































































Schotte Systeme published a new video outlining how one single universal function has been designed to consolidate both 2D and 3D move...
























































































































































































































































































































































![]()
![]()
Contact | Privacy Policy
©2025 Power Transmission Engineering











